Depending on their size, CNC positioning tables allow ironworkers to handle everything from small parts to 20-ft.-long structural sections.
Surrounded by the latest lasers, plasma cutters, and press brakes, we sometimes ignore one of the most versatile machines in the fab shop: the ironworker. It can punch, shear plate or structural profiles, notch, and form heavy metals. If your company saws, burns, or drills this material on other machines, you might be wasting valuable time and money. These materials could be punched, sheared, notched (rectangular, V, pipe), and formed on the ironworker, a relatively low-cost machine.Most modern ironworkers have hydraulic twin-cylinder designs, allowing operators to use both cylinders simultaneously. The punch works off one cylinder directly over the centerline of the punch, and the other cylinder operates the other functions such as angle shearing, plate shearing, bar shearing, notching, bending, and custom applications.If you run a job shop or any other high-product-mix operation, you’re probably all too familiar with the “exceptions,” those jobs that don’t fit the norm. You might set up a large machine—say, a press brake with a long bed—to process a handful of those exceptions. Problem is, those exceptions act like a bump on a log as larger jobs wait their turn.This is where the ironworker really can shine, not only for the exceptions, but in any situation that would aid part flow. Sure, ironworkers don’t have the processing speed of larger machines, but they can still add capacity, free a constraint, and eliminate setups. The goal is to shorten manufacturing time between raw stock and the shipping dock—and here, even the humble ironworker can help in a big way.
The Tools
A CNC positioning table effectively eliminates manual layout and increases accuracy to levels that you wouldn’t expect from an ironworker.
Bending. Some ironworkers have bending stations as standard features. This means you can form heavy materials such as flat bar and angle on the ironworker and, in so doing, avoid tying up an expensive press brake. Bending heavy stock on a press brake designed for thinner material could damage the machine. Regardless, even if the machine and tools have adequate tonnage, press brake setup time is costly. The ironworker’s bending station, placed for easy access, has a fine limit switch adjustment to give the required accuracy for repeat bends. You can do short-run production or form parts as needed. Punching. Using inexpensive punches and dies available in round diameters and other shapes, most ironworkers are designed for punching bar stock and heavy plate. Some have the tonnage to punch mild steel up to 1.5 in. thick, and certain twin-cylinder machines can punch holes up to 6 in. in diameter. Of course, the punching you perform will depend on the tonnage of ironworker you select. Most manufacturers offer a range from 40 to 185 tons. To facilitate setup, the punch station will have a manual X-Y table with stops or optional automated gauging, the latter of which helps eliminate layout of the part being punched.Notching. The notching station usually has a rectangular coper, but you can change over to a triangular notcher, a pipe/tube notcher, bending attachments, or special tools like an attachment to notch a radius in flat bar. All these tools save time, eliminating the need for sawing or burning and the material cleanup that goes along with it.
A bending station on the ironworker in some cases can help relieve capacity constraints in the press brake department.
Shearing. Some machines come with an electrically activated cutoff gauge for shearing plate, angle, channel, and bar stock, so you won’t have to lay out and mark each part you shear. Once the gauge is set at the desired length, you need only slide the material and make contact with the gauge. This activates the shear without needing to step on the foot pedal. Such a setup increases cut accuracy and usually can be performed by one person, reducing labor costs.
The Ironworker With Automation
You might ask how a manually operated machine fits into the high-tech shop. First of all, some applications and tasks simply don’t fit into an automated process. Even if they do, the setup can exceed the manufacturing cost, especially for small batches. It’s safe to say that almost any shop using high-tech equipment can use an ironworker to reduce costs and optimize specific parts for production.That said, some operations might need more, and here’s where the ironworker with CNC automation can play a role, especially for boosting productivity in punching and shearing. For the punch station, CNC positioning systems use ball screws for accuracy. The positioning works in both the X and Y dimensions. The Y dimension will depend on the machine’s throat depth, but the X dimension can range from 40 in. to 20 ft., depending on a shop’s needs. This means you can punch small parts or flat bar along with structural profiles up to 20 ft. long. A CNC positioning table effectively eliminates manual layout and increases accuracy to levels that you wouldn’t expect from an ironworker. You can program at the machine CNC using modern touchscreen graphic controls, or you can download a CAD file or part program from the shop network.
A tube notching station increases the ironworker’s flexibility.
You can store programs, recall them, or execute them right away after programming. After you enter the hole position into the control, the guides move to the first hole position; you then place the material against the guides and punch the first hole. After the guides move to each subsequent location, you reposition the workpiece and punch each hole until completion. At the shearing station, a CNC shearing and feeding system can shear flat bar into programmed lengths and quantities. Using a rotary encoder to measure the workpiece, the system works with a DC variable-speed motor using hydraulic clamping with drive rollers.Programming the ironworker’s shear is simple by nature. But even here, modern technologies can make the entire process easier to integrate with fully automated production. But wherever you place the ironworker on the floor, you can still connect the ironworker to the shop computer network. Regardless of the setup, a modern CNC ironworker’s connectivity gives you full control of the production process. It also allows the ironworker manufacturer or certified service provider to connect remotely for monitoring and updating.
About Flow
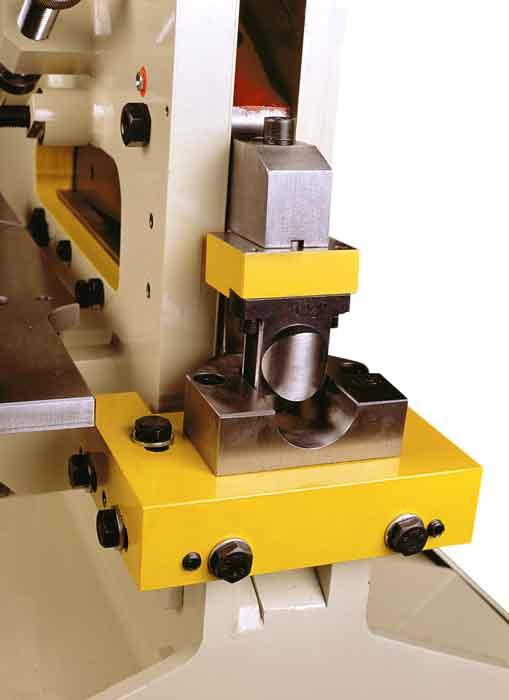
Certain machines can punch holes up to 6 in. in diameter.
Ironworkers can help the flow in your shop. You don’t want to be setting up larger machines to do a small job that can be performed on an ironworker. You could be using your larger machines at capacity. This is where the ironworker can play a big role in bending operations, corner notching, pipe or tube notching, punching, and shearing—all in a small amount of floor space.For instance, imagine you have a customer with an urgent need for a small order involving several dozen cut, punched, and bent plates, plus a few small structural shapes. You could squeeze the piece on the burn table, route it through the press brake department, and run small structural shapes through the band saw. But this flow steals production capacity, especially in bending, where you end up setting up and using a single punch and die set on a large press brake.But what about the ironworker? You have the tools to cut the structural shapes and punch the required holes. And instead of squeezing a few simple pieces onto a nest on the burn table, you could utilize remnants and simply shear the parts. The ironworker punches cleanly, and the variable rake angle in the shear allows you to cut workpieces of different thicknesses efficiently, easily meeting edge-quality requirements for the job without deburring.Now imagine a job that calls for notching a tubular assembly. It’s a one-off job of several dozen parts—all small-diameter tubes that don’t require intricate cuts. Your shop happens to have a machine dedicated for notching tubing and pipe, but setup is time-consuming, and the notched workpieces require cleanup. Besides, that machine is tied up on another job. Could you simply cut the tube to length and take it to an ironworker with a tube notching station?An ironworker with an automatic positioning table could supplement your cutting capacity at the band saw, at least for certain parts. The punch station could eliminate the need for a separate setup at the drill press. The possibilities go on.
This ironworker station with a triangular tool can create a V-notch in one stroke.
As the Swiss army knife of the fab shop, the ironworker introduces a range of routing possibilities. Take a good look at the flow in your shop and see how well the ironworker can eliminate many of the bottlenecks you now encounter.
The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.