















Finishing
Finishing - The finishing technology area has information on blast cleaning machines, cleaning and degreasing machines, deburring machines, drying systems, grinders, ovens, polishing and sanding machines, painting equipment, powder coating equipment, and vibratory finishing machines.
-

- From The Welder

How welders can stay safe during grinding
An abrasives expert from Norton | Saint-Gobain Abrasives answers questions on safety, red flags, storage tips, and PPE.
-

- From The Fabricator
Finishing machine performs multiple processes with rapid media changeover
Mid Atlantic Machinery has introduced the Finishline Oxy 2550 5D finishing system.
-
- From The Fabricator

Gema welcomes controller
Indianapolis-based powder coating equipment manufacturer Gema USA Inc. has added Alicia Czyszczon as controller.
-
- From The Fabricator
Jensen Metal Products rebrands Powder Finishers facility
Following recent equipment upgrades and improvements to its Powder Finishers facility, Racine, Wis.-based metal fabricator Jensen Metal Products has rebranded the powder coating operation to Jensen Powder Finishers.
-
- From The Fabricator

Three-head finishing machine handles low, high volumes
The new Timesavers 22 series 3 Head EdgeMaster is suitable for deburring, edge conditioning, and finishing in one pass.
-
- From The Fabricator

Steel processor reduces labor requirements with robotic shot blast system
Rösler and automation specialist Teqram developed a fully automatic shot blasting system around the Easy Shotblaster RDT 150 rotary table machine for Ottostahl.
-
- From The Fabricator
Software simulates shot blasting machines and processes
Rösler has developed simulation software for use during the planning phase for new shot blast equipment.
-
- From The Fabricator

Variable-speed disc sander aids precise handling of large workpieces
Grizzly Industrial has unveiled the G0967 variable-speed disc sander for metal sanding.
-
- From The Fabricator
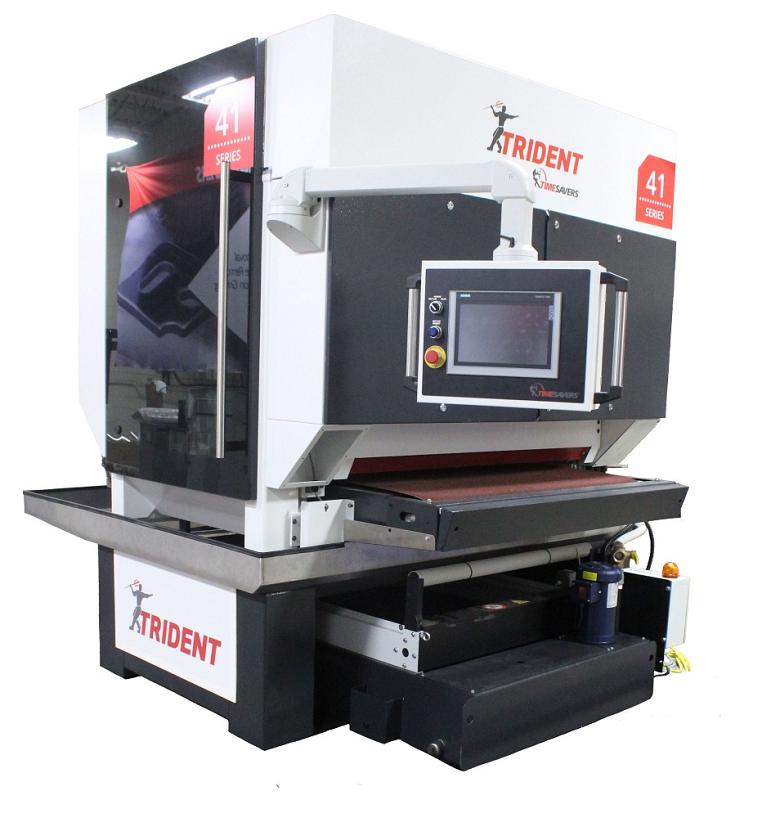
Wet deburring and finishing machine available with one or two heads
The 41 series Trident wet deburring and finishing machine has been introduced by Timesavers.
-
- From The Fabricator

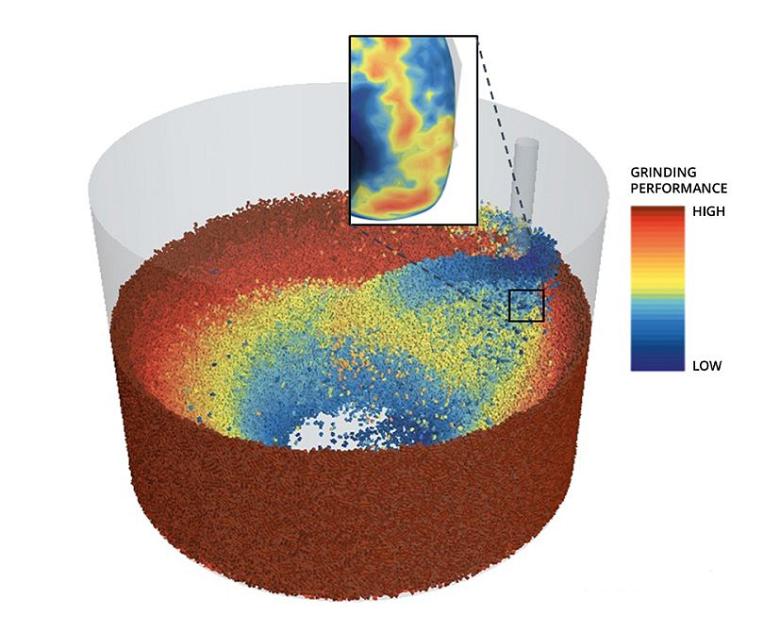
Norton RazorStar abrasive discs designed to improve grinding performance
A new development in abrasive grain structure from Norton ׀ Saint-Gobain Abrasives results in new discs and belts that cut cooler and extend the abrasive’s life.
-
- From The Welder

Sensors use AI to assist robotic weld grinding
Kane Robotics has developed visual sensors for its cobot that use artificial intelligence to replicate the human eye.
-
- From The Fabricator

Walter Surface Technologies acquires PushCorp
Surface treatment technology provider Walter Surface Technologies has announced the acquisition of PushCorp Inc., Garland, Texas, a manufacturer of robotic end-of-arm-tools for material removal applications.
-
- From The Fabricator

An overview of a powder coating line for fabricators
With so many metal parts destined for powder coating, metal fabricators should know the basics of this finishing process.
-
- From The Fabricator

Nature comes to life in hands of Canadian metal artist
Canadian sculptor Angellos Glaros demonstrates how metal can be shaped to look lifelike.
-
- From The Fabricator

Backing and adhesive technologies help maximize ceramic abrasive life
Walter Surface Technologies has launched three new technologies designed to maximize the life of its ceramic abrasives.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
