
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
Tube and Pipe Production - The tube and pipe production technology area encompasses mills and all of the equipment that makes a mill run successfully: tooling, welding units, nondestructive testers, bundlers, scarfing equipment, straighteners, scrap choppers, and washing systems.

Independent steel pipe and tube manufacturer Zekelman Industries will invest up to $120 million to expand the manufacturing capabilities and product offerings of its subsidiary, Atlas Tube, in Blytheville, Ark. The project will allow the company to manufacture inline steel tube galvanizing...
Benteler Steel/Tube Manufacturing Corp. has announced plans to expand its presence in Shreveport, La., with the construction of a threading facility for hot-rolled seamless steel tubes. The $21 million investment, which is expected to create 49 direct jobs, will allow the company to streamline...
International Pipe, Oklahoma City, has announced the asset purchase of Big Bear Pipe & Steel, formerly known as R.B. Jacobson Inc., located in Hesperia, Calif.
University Park, Ill.-based National Tube Supply, a supplier of mechanical tube and chrome bar, has hired Jim Morton as vice president of operations.
Global Seamless Tubes & Pipes will invest $35 million to establish its first U.S. production facility in Mansfield, La.
Some positive indicators persist, but most manufacturing and tube markets remain stuck in negative territory, hampered by lower oil and gas activity. Consumer sentiment in the U.S. remains resilient.
Tube 2024 promises several new educational events to support exhibits from more than 1,080 tube- and pipe-related companies worldwide.
Bull Moose Tube Co., a Chesterfield, Mo.-based steel tube and pipe manufacturer and subsidiary of Caparo Bull Moose, has named CFO John Krupinski as interim CEO/CFO.

T&H Lemont, a custom manufacturer of mills, components, tooling, and consumables for producing tube, pipe, and profile, has hired Terry Steigmeier as sales manager and Latoya Hill as sales engineer.

Xellar Technologies offers the X-Weld module for welding pipes and profiles using microplasma, TIG, laser, and high-frequency welding as required.
Elkhart, Ind.-based steel fabricator and tube producer Flexco Products is investing $17.5 million to establish manufacturing and distribution operations in Lawrenceburg, Tenn.

Since acquiring Wardtec in 2023, Lawton Tubes has diversified into a new product range and has established a foothold in the renewables and thermal energy storage markets.
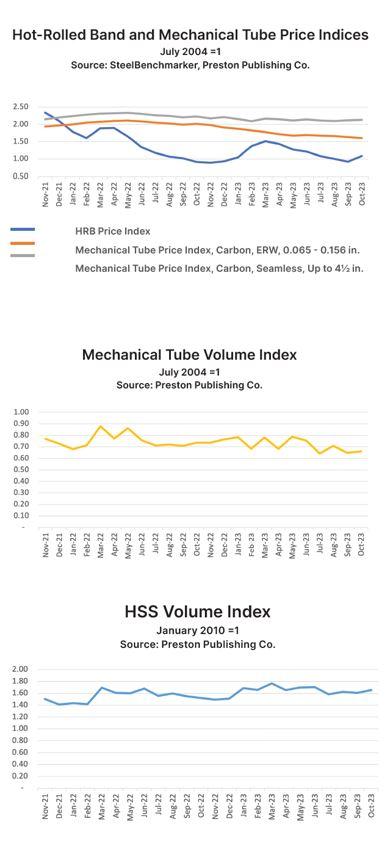
Most major manufacturing indexes are down, but tube and pipe shipments in the U.S. market have jumped substantially of late.
Bull Moose Tube Co., a subsidiary of Caparo Bull Moose, has announced an exclusive partnership with Mitsui & Co. (U.S.A.) Inc., MM&KENZAI Corp., and Nippon Steel Metal Products Co. Ltd. to sell jumbo hollow structural sections (HSS) into the U.S. market.

Vancouver, Wash.-based Northwest Pipe Co., a manufacturer of water-related infrastructure products and engineered steel water pipeline systems, has selected Chris Pharr as vice president/general manager of ParkUSA, a Northwest Pipe company.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




