















Bending and Forming
Bending and Forming - The bending and forming technology area covers all manner of machines and processes for creating forms in sheet metal, plate, and tube. Some of the most popular equipment used to subject these materials to plastic deformation in the pursuit of obtaining desired forms includes press brakes, folding machines, panel benders, and stamping presses. Other technologies covered in this area include corner formers, ironworkers, notchers, orbital formers, and plate rolling machines.
-

- From The Fabricator

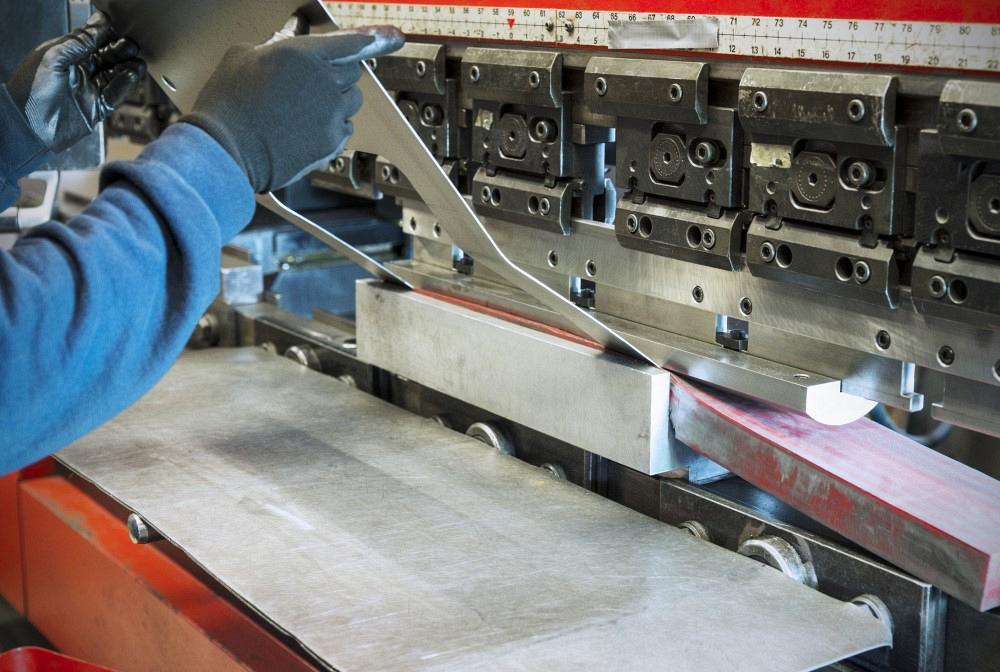
How to set a press brake backgauge manually
Steve Benson details traditional methods for setting a manual backgauge on a press brake, then discusses how to improve material springback estimates.
-
- From The Fabricator
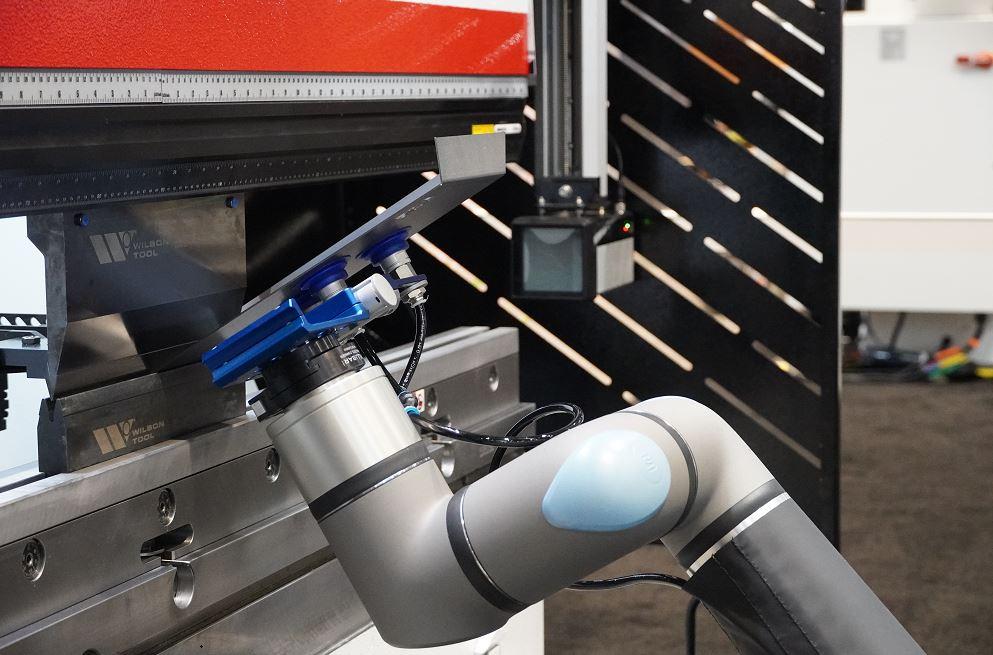
Why fabricators should get to know cobotic bending
Cobots are being looked at as a possible remedy for the lack of experienced press brake operators in the labor pool.
-
- From The Fabricator

Cidan Machinery Metal Expo 2024 to be held in Georgia May 1-2
Cidan Machinery has announced it will host Cidan Machinery Metal Expo (CMME) 2024 on May 1-2 at its showroom in Peachtree City, Ga.
-
- From The Fabricator

Robotic bending cell features built-in adaptive bending system
LVD Co. nv has introduced the Easy-Cell 80/25 robotic bending cell for automated bending of a variety of parts.
-
- From The Fabricator
Vaski Group Oy acquires Pivatic Oy
Vaski Group Oy, a manufacturer of coil blanking and slitting systems, has announced its acquisition of Pivatic Oy, a provider of coil-fed punching and bending lines for thin sheet metal processing.

Decoding all the tube bender options
Today’s tube bending machines offer shops a rich range of control and system options. Here's why metal fab shops should take the time to understand all of them.
-
- From The Fabricator
Guiding metal fabrication’s automation transformation
The leadership team at Texas-based All Metals Fabricating hopes to have automation in every department within five years. It’s already halfway there. Their journey could be summed up in four foundational factors that continue to drive the organization toward its automated future.
-
- From The Fabricator

Precision Cut Industries appoints president
Contract metal manufacturer Precision Cut Industries, Hanover, Pa., has appointed Shonna Sites as its new president.
-
- From The Fabricator

Tool choice for air bending on the press brake: Keep it consistent
Press brake guru Steve Benson writes about wooden tooling, forming 6061 T-6 aluminum, and more.
-
- From The Fabricator
6 myths about press brake tooling
Press brake expert David Bishop dispels some common myths when it comes to press brake tooling, including misconceptions about offsets, punch radii, and more.
-
- From The Fabricator

Compact profile bender achieves very tight radii
Boschert has announced the availability of the new PBT15 profile bending machine.
-
- From The Fabricator

Spinning machine designed for hydrogen tank production
Leifeld Metal Spinning GmbH has introduced the Aluminum Forming Center (AFC), which forms the ends of aluminum cylinders for hydrogen storage.
Sponsored Content
Your Press Brake Tooling One Stop Shop – Wilson Tool International
Wilson Tool International manufactures the most comprehensive line of press brake tooling in the world. From precision to planer machined in European, WT, American and ATC tooling styles and more, along with clamping/crowning and accessory options to speed up your manufacturing process, Wilson Tool has your press brake needs covered. More Information.
-
- From The Fabricator
Bending large radii on the press brake
Press brake expert Steve Benson answers questions about bending large radii and the effects changing the material has on the bend angle, radius, and flat pattern development.
-
- From The Fabricator
Wila announces relocation of North American headquarters
Wila, a producer of clamping, crowning, and tooling systems for press brakes, has announced the relocation of its North American headquarters and the establishment of manufacturing facilities in Louisville, Ky.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
