















Roll Forming
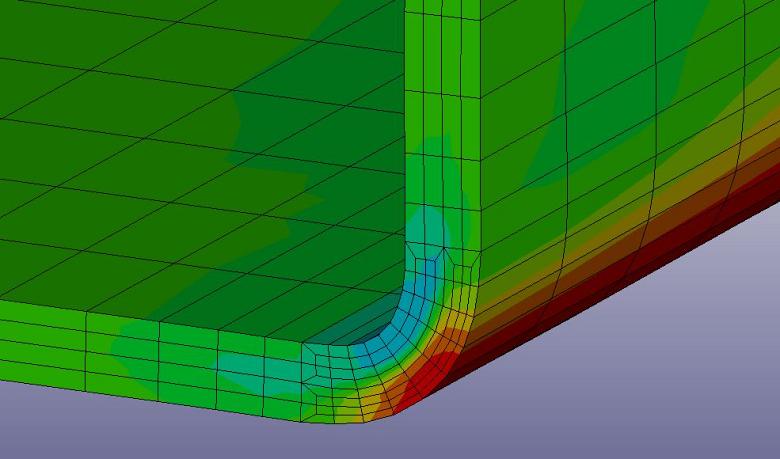
Roll Forming - Successful roll forming requires more than a roll forming line and tooling. Robust finite element analysis software, and understanding the material's yield strength and elasticity, are critical. This technology area is full of information on equipment, tooling, and simulation software.
-

- From The Fabricator

World-Class Roll Forming Workshop
Come join us for the World Class Roll Forming Workshop on June 5-6, 2024, in Louisville, KY. Organized by the FMA Roll Forming Technology Council, this longstanding two-day conference serves as a vital platform for sharing invaluable insights into roll forming techniques and addressing pertinent...
-
- From The Fabricator

The Bradbury Group acquires Press Room Equipment
The Bradbury Group, Moundridge, Kan., a manufacturer of roll forming and coil processing equipment, has acquired the assets of Press Room Equipment Co. (PRE), Springfield, Mo.
-
- From The Fabricator

Roll forming strategies for high-strength material
Roll formers are being asked to process high-strength material to very tight tolerances. Old-school rolling mills are starting to become obsolete, but the latest systems are ready for the challenge.
-
- From The Fabricator

Bradbury Group CEO earns Executive of the Year
Bradbury Group, Moundridge, Kan., has announced that its CEO, David Cox, has been named as an Executive of the Year through the Wichita Business Journal.
-
- From The Fabricator

The Bradbury Group announces appointment of European sales leader
The Bradbury Group, a roll forming and coil processing equipment manufacturer in Moundridge, Kan., has appointed Antonio Gallo as its European sales leader. Gallo has more than two decades of experience in the metalworking industry, specializing in roll forming equipment and flexible...
-
- From The Fabricator
Welser Profile North America and Superior Roll Forming to merge
Superior Roll Forming and Welser Profile North America, both part of the Welser Profile Group, have merged to create Welser Profile North America LLC.
-
- From The Fabricator

Bradbury expands Kansas facilities
At its Moundridge, Kan., headquarters, Bradbury, a provider of leveling, cutoff, punch, folding, and roll forming machines and automated systems, has added space to its assembly and testing area as well as its inventory area.
-
- From The Fabricator
Redall announces Michigan expansion
Redall Industries Inc. has announced plans to expand its services to offer products for the alternative energy industry.
-
- From The Fabricator

Shape Corp. roll forms martensitic steel bumper made with fossil-free steel
Shape Corp., a Grand Haven, Mich.-based global Tier 1 supplier, has manufactured a roll formed, production-intent martensitic steel bumper made with fossil-free steel from SSAB.
-
- From The Fabricator

Getting to know roll forming
The World-Class Roll Forming Workshop can help transform inexperienced shop floor workers into more valuable line operators.
-
- From The Fabricator

Bradbury CFO inducted into Wichita CFO Hall of Fame
The Bradbury Co., Moundridge, Kan., a manufacturer of leveling, cutoff, punch, folding, and roll forming equipment, has announced that Bruce Weaver, CFO, has been inducted into the Wichita Business Journal CFO Hall of Fame.
-
- From The Fabricator
Stand-alone Skin-Pass-Station from Dreistern finishes steel strip to constant thickness
Dreistern has developed the stand-alone Skin-Pass-Station for finishing cold-rolled steel strips to generate constant thickness and tight tolerances for roll forming applications.
-
- From The Fabricator
Profil roll form design software from Ubeco available for 64-bit computers
Ubeco has announced that its Profil roll form design software is available for 64-bit computers.
-
- From The Fabricator
Bradbury Group launches a redesigned website
The Bradbury Group of companies has relaunched its website at www.bradburygroup.com, showcasing an updated look and additional features.
-
- From The Fabricator

Bradbury Group sales director dies
Roll forming and coil processing equipment manufacturer The Bradbury Group has announced that Alexander D’Alfonso, sales director of coil processing systems, died Aug. 3, 2022, at home in Burlington, Ont.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad
