















Testing and Measuring
Testing and Measuring - Whether you need to measure dimensions or perform some sort of flaw detection on sheet, tube, or pipe, you'll find what you need in this technology area. It discusses measuring coordinates, diameters, and hardnesses; flaw detection using eddy current, ultrasonic, radiographic, and X-ray systems; and using a few other equipment types, such as vision systems and material composition analyzers.

3D laser tube cutting system available in 3, 4, or 5 kW
BLM GROUP USA has introduced the LT12 lasertube system for cutting light and heavy tubes and profiles up to 305 mm dia.
-

- From The Fabricator
Verisurf and Hexagon partner on metrology systems
Verisurf Software Inc. and Hexagon Manufacturing Intelligence have entered an agreement under which Verisurf will offer complete metrology systems.
-
- From The Fabricator
Blue Whale to establish battery testing lab at Photon Automation
Blue Whale Energy & Innovation (BWE&I), a battery testing and evaluation lab, has announced a collaboration with Photon Automation Inc.
-
- From The Fabricator

Solar Atmospheres of Michigan achieves Nadcap accreditation for laboratory
Solar Atmospheres of Michigan has achieved Nadcap AC7101/4 accreditation for its captive metallography laboratory.
-
- From The Fabricator

Mahr Inc. appoints general manager, sales
Mahr Inc., a Providence, R.I., manufacturer of measurement equipment used for dimensional metrology, has hired John Roberts as general manager, sales, covering the U.S., Canada, Mexico, and Brazil.
-
- From The Fabricator

XRF analyzers offer ergonomic design, refreshed interface
Evident has introduced Vanta Max and Vanta Core portable, hand-held XRF analyzers, offering elemental analysis and material identification using smart and cloud-connected technology.
-

- From The Welder
Touchscreen panel available in two sizes for weld monitoring
AMADA WELD TECH has introduced the TP-AWS3-A touchscreen panel in standard and large sizes for weld monitoring.
-
- From The Welder
Weld camera provides clear, remote view of open arc welding processes
Xiris Automation has introduced the XVC-750 weld camera with 140+ dB high dynamic range capability in the near infrared spectrum.
-
- From The Fabricator

Miniature hand-held videoscope supports NDT, remote visual inspection
Titan Tool Supply Inc. has launched the TVGM series of miniature, high-definition, hand-held, industrial-grade videoscopes for NDT and remote visual inspection tasks.
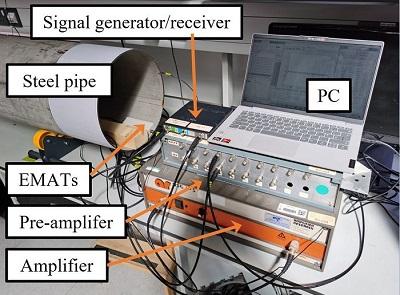
Network of robots monitors large pipe structures using acoustic wave sensors
An inspection design method by which mobile robots can inspect large pipe structures has been demonstrated with the successful inspection of multiple defects on a 3-m-long steel pipe using guided acoustic wave sensors.
-
- From The Fabricator

Precision engineering firm takes quality control to the next level with CMM
Driven Engineering's purchase of an LK Metrology AlteraC 10.7.7 CMM opened up new business opportunities.
-
- From The Fabricator

Magnetic Analysis Corp. names new CEO
Magnetic Analysis Corp., Elmsford, N.Y., a provider of instruments and systems for nondestructive testing of metals, has appointed Daniel Lawrence as president/CEO.
-
- From The Fabricator

Starrett appoints new U.S. territory managers
The L.S. Starrett Co., Athol, Mass., a global manufacturer of precision measuring tools and gauges, metrology systems, saw blades, and power tool accessories, has appointed Coby Villegas and Christopher U’Glay as territory managers in the U.S.
-
- From The Welder

United Technical wins national AWS Excellence in Welding Award
On Sept. 13, United Technical Inc. accepted the 2023 Excellence in Welding Award in the small business category at the AWS Welding Equipment Manufacturers Committee awards luncheon at FABTECH.
-
- From The Fabricator
Digital caliper has 800-mm measuring range, integrated wireless connectivity
Mahr Inc. has introduced the MarCal 18 EWR(i) digital caliper with a measuring range of 800 mm to handle larger components.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
