















Articles - Page 10
-

- From The Fabricator

Building and buying great software for metal manufacturing
Healthcare.gov’s disastrous rollout tells metal manufacturers what to avoid when looking into software, its quality, and how it was developed.
-
- From The Fabricator

Automation in metal fabrication continues to become more mobile
Mobile automation like AMRs and AGVs are starting to find a place in metal fabrication operations—and they have enormous potential.
-
- From The Fabricator

Building a modernized metal fabrication business strategy
It’s been a roller coaster these past few years. Now, metal fabricators can take stock, analyze their strength and weaknesses, and build a plan for truly impressive growth.
-
- From The Fabricator

Calculating k-factors for the press brake
The k-factor describes the neutral axis’s inward shift during bending. Press brake operators can calculate it precisely, especially after some test bends, but know that the k-factor is just one among many.
-
- From The Fabricator

Locker manufacturer embraces reshoring, stateside production opportunities
A Mississippi locker maker designs and customizes its lockers with the entire value chain mind, from ease of manufacturability to shipping, installation, maintenance over the product life cycle, and a different take on reshoring.
-
- From The Fabricator

The value of cross-training in metal fabrication
Joshua Abel left a career in marketing to start a new career at Dave Steel Co. in Ashville, N.C. He learned just how hard metal fabrication work can be—but at the right company, opportunities abound.
-
- From The Fabricator

The future of software in precision sheet metal fabrication
Precision sheet metal fabricators deal with an extraordinary number of jobs. The amount of data to manage can be immense. Here, software will play an increasingly important role.
-

- From The Welder
Consumables Corner: Roadmap to success for a welding supervisor
The Certified Welding Supervisor certification and material will help welders learn more about deposition rates, efficiencies, and output.
-
- From The Fabricator

Be Pro Be Proud aims to change perception of trades with Draft Day
The executive director of Be Pro Be Proud, Andrew Parker, discusses the effort's skilled workforce initiative, Draft Day events, mobile trailers, successes, and recruitment advice.
-
- From The Fabricator
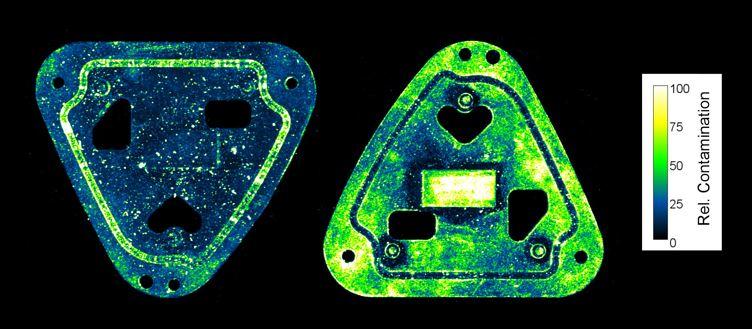
Using laser scanning to inspect part cleanliness
Stand-alone and inline laser scanners perform the crucial job of assessing part cleanliness before certain manufacturing processes.
-
- From The Fabricator

Part leveling wins over cannabis processing equipment maker
Las Vegas-based GreenBroz, a supplier of harvesting equipment for cannabis and hemp processors, needed help figuring out what to do with warped parts coming off the laser cutting machine.
-
- From The Welder

Aluminum Etc.: The future looks bright for aluminum in manufacturing
Gina Cutts says the future of aluminum in manufacturing looks promising as manufacturers rally around the positives rather than the negatives associated with aluminum products.
-
- From The Fabricator

Building a shipping container home and business out of tragedy
Shane and Cole Barber built a shipping container home as a way to keep their families together after the loss of a loved one. The project has since led them to start a shipping container homebuilding business.
-
- From The Fabricator

What does it take for a fabricator to run a robotic press brake cell?
Hickey Metal Fabrication, Salem, Ohio, has learned a lot since installing a large robotic press brake earlier this year.
-
- From The Fabricator
How digital twins add a new level of intelligence in metal fabrication
Why was this part cut incorrectly? Why is that job late? Digital twins could give a new level of intelligence to production planners and, for that matter, everyone else in the organization, from sales personnel to shipping clerks.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
