
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

Pipeline Technique (PTL) has acquired a trio of energy infrastructure businesses from Stanley Black & Decker.

Keeping a tube bending machine in tip-top shape isn’t difficult if a metal fabrication shop maintains a regular routine. Here’s how.

A new, flexible tube laser cutting and bending cell exemplifies MEC’s approach to automation. Part volume isn’t the only consideration for the manufacturing giant.

Experienced pipe welders are hard to find and fabricators want to increase their productivity while delivering high-quality products and reducing production delays and costs. The Rotoweld 3.0 is designed for the daily reality of pipe spool fabricators. With over 30 years of experience in automated welding, we believe that only a fully integrated work cell can deliver our production promise to our clients: the most high-quality, reproducible, productive and consistent welds.
Fenn LLC, East Berlin, Conn., has acquired the intellectual property of Engineered Machinery Group Inc., which includes the rights to MacBee Engineering Group.
“Methods to Check Dimensional Tolerances on Hollow Structural Sections,” a technical guide from the Steel Tube Institute (STI), Glenview, Ill., has been approved as the standard guide for measuring tolerances.

By just being there the week of Tube 2022, the thousands of exhibitors and attendees that poured into the Düsseldorf Exhibition Centre each day said something with their hands and feet more powerful than they could have otherwise: “We’re here, and we’re ready to do business.”

BLM GROUP USA has announced the availability of its new LT7F2 laser tube cutting system featuring a 2D cutting head.

When Rob Parsons suffered a paralyzing back injury, rather than call it a setback, the Salt Lake City metalworker turned it into an opportunity to pursue two fascinations: racing and metal fabrication. That, in turn, led him to starting up two different business: Bending Solutions and CageKits.
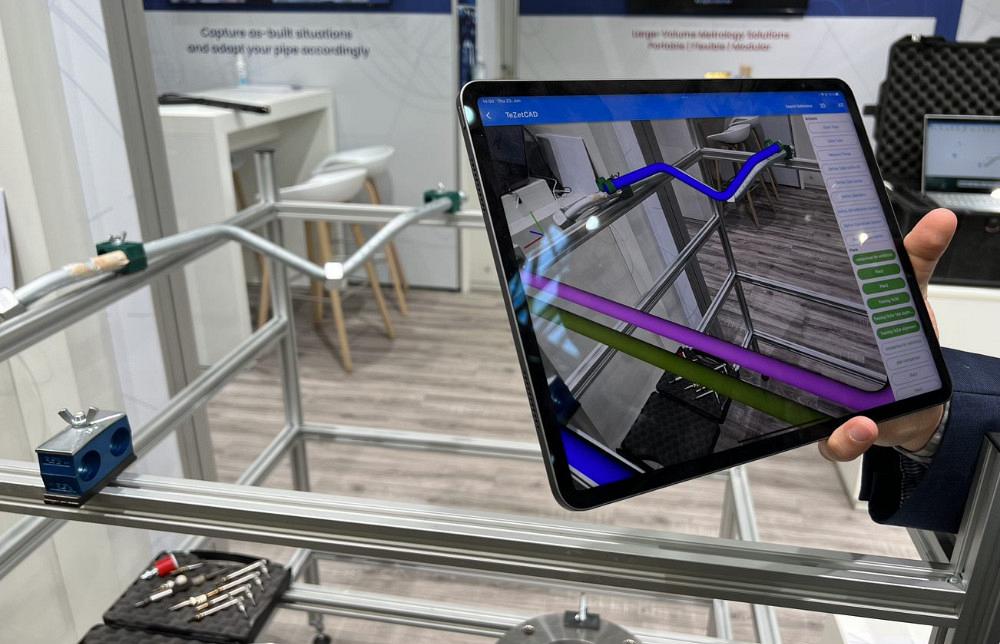
At the Tube 2022 show in Düsseldorf, Germany, tube and pipe manufacturing companies showcased new technologies and talked about battling the market forces aligned against them.

BLM Group USA, a manufacturer of tube and flat sheet processing systems in Novi, Mich., has appointed Zachary Morrison as regional sales manager for Idaho, Oregon, and Washington.
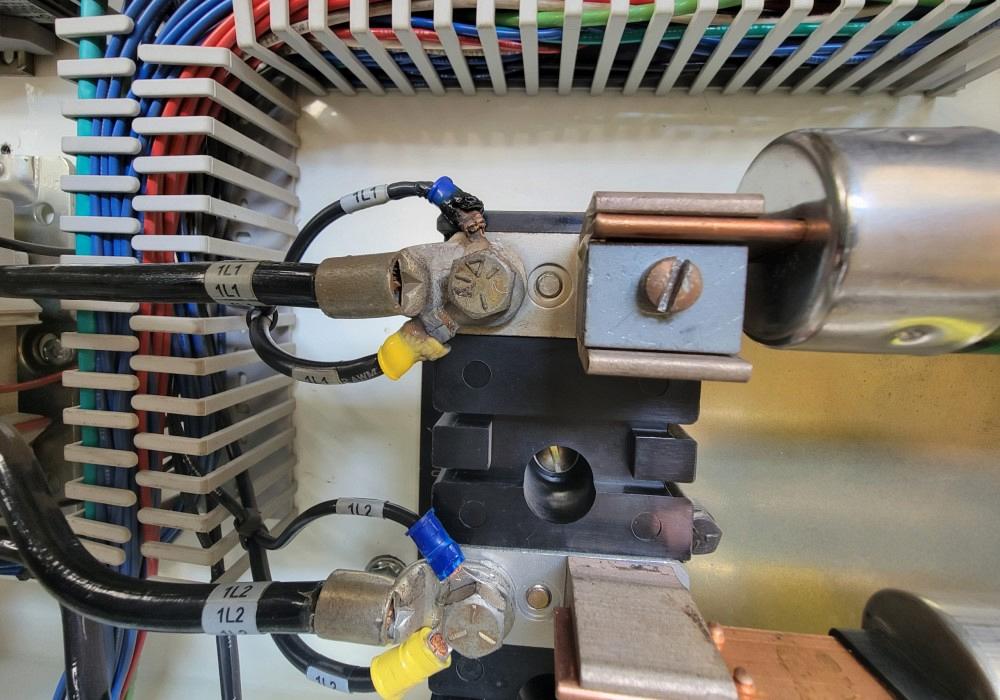
Diagnosing the real problem that took out a CNC tube bender required a solid understanding of both the electrical and hydraulic systems in the machine—and the possible issues in both systems.

H-P Products acquired the fully electric CNC 160 E TB MR tube bending system.

Metal Fab Group/Stainless Works/Reaper Off-road, located in Streetsboro, Ohio, has added a new OTC robotic welding cell and a new BLM 8.2 fiber laser tube processing system.

Methods for monitoring the welding process on tube and pipe mills for inline quality control continue to become more capable with less reliance on skilled operators.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




