















Articles - Page 12
-

- From The Fabricator

A look ahead at OSHA regulation and enforcement
With many new leaders, directors, and compliance officers coming on board, OSHA is changing—and it’s taking some new directions in regulation and enforcement.

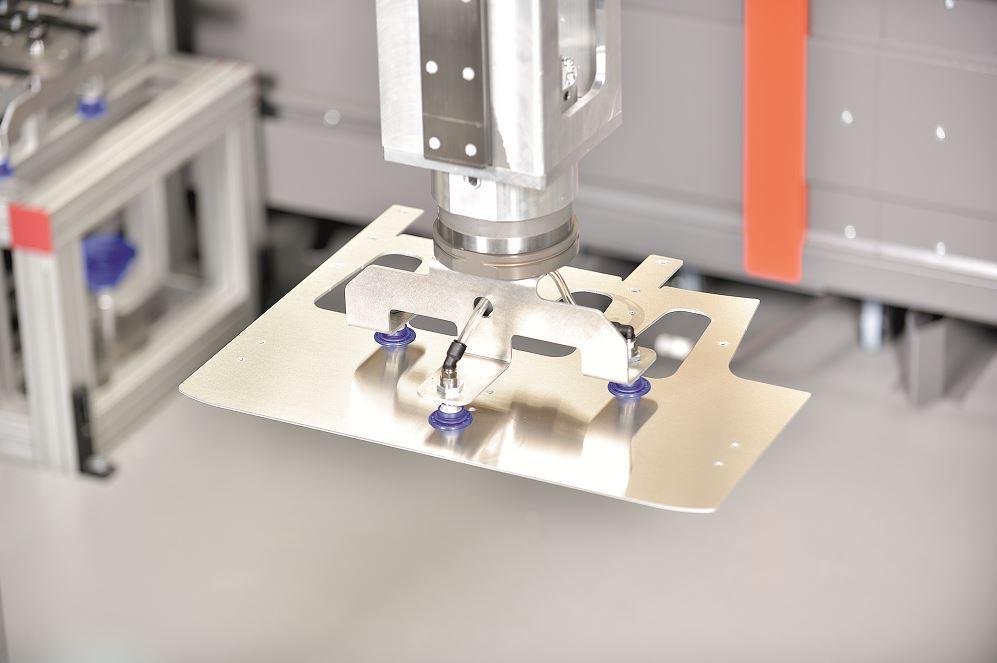
Maximizing welder time with automation
Looking at the European skilled welding situation, KM MONT decided to invest not in more welders, but in automation to free its welders to do jobs that only human welders can do.
-
- From The Fabricator

Fabrication shop stays safe by design
Because of its commitment to employee safety, Nova Group has won the 2023 Rusty Demeules Award for Safety Excellence from FMA.
-
- From The Fabricator

Advances in exoskeleton technology improve productivity, safety
Exoskeleton technology has become lighter and more flexible, making labor less laborious. Software has been developed that assesses individual stressors so that the device can provide custom support.
-
- From The Fabricator
High-powered lasers change the rules of precision sheet metal
High-powered fiber lasers cut extraordinarily quickly. That’s great, but what happens to those parts after they’re cut? The rules of laser cutting management have changed.
Sponsored Content
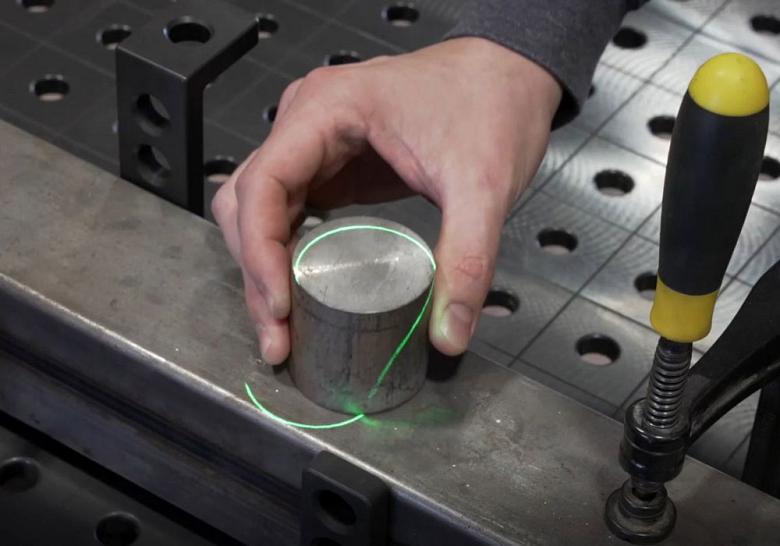
Complex Welded Assemblies Made Easy
Virtek Iris 3D streamlines the fitting procedure and expedites the assembly process by eliminating the need for labor-intensive manual measurement, marking, and templates.
-
- From The Fabricator

The rise of the collaborative robots on display at Automate 2023 in Detroit
For manufacturers and job shops with a high-mix, low-volume production portfolio, there's likely a collaborative robot that fits a need. Editor-in-Chief Dan Davis saw it on full display at Automate 2023 in Detroit.
Sponsored Content

Robey's Welding Cancer Awareness Press Brake
When a family-owned company and a top manufacturer collaborate, a unique press brake is created, driven by their shared commitment to a noble cause.
-
- From The Fabricator

Shop strategies for crack-free bending in V-grooved brass sheet metal
Annealing can help reduce cracking, if done correctly. But if you’re bending brass or any material with a grain direction, try forming against the grain. Changing the bend’s orientation to the material grain can make a world of difference.
-
- From The Fabricator
Optimizing metal manufacturing performance like Formula One racing
Engineers and analysts in performance racing and financial planning use Monte Carlo simulations and data to predict outcomes of incredibly complicated scenarios. Soon, more fabricators might be doing the same.
-
- From The Fabricator

Metal fabricators without indoor air control in shop could catch heat
As OSHA takes the first steps toward establishing new heat standards for U.S. workers, companies need to address stifling indoor work environments.

Metal fabrication shop adds two tube laser cutting machines with one focus
If nimbleness is the key to survival for job shops looking to provide quick turnaround times, capital investments must follow. With the addition of two more tube lasers, Wisconsin-based Sharpe Products is making the most of that manufacturing strategy.
-
- From The Fabricator

Steel is real for FosterWeld’s custom furniture, merchandise, and signs
Idaho-based FosterWeld honors old-school steelwork through its diverse lineup of products, ranging from small items like keychains and belt buckles to larger products like custom furniture.
-
- From The Fabricator

Scaling a manufacturing business with digital connectivity
An account with a national retailer led Architectural Fabrication down a road of digital connectivity. Now the Texas business has its sights on major growth.
-
- From The Fabricator

Data takes center stage at Italy’s LAMIERA sheet metal trade show
About 19,000 people visited Milan to attend LAMIERA, Italy’s manufacturing show focused on sheet metal. After an irregular schedule during the pandemic, the trade show returned to its biennial format this year.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
