















Arc Welding - Page 13
-

- From The Welder
Master M series of MIG welding machines from Kemppi are lightweight, portable
Kemppi has introduced the Master M series of small, portable machines for MIG welding.
-
- From The Welder

Changes in the welding landscape—can the fabrication industry embrace them?
The Last Pass columnist and welding educator Greg Siepert acknowledges a changing welding landscape and challenges readers to embrace it while honoring the industry’s tried and true processes.
-
- From The Welder

Electrical safety tips from three welding instructors
Welding instructors share tips to reduce or eliminate electrical hazards while welding.
-

- From The Fabricator

Tregaskiss introduces online configurator for nozzle cleaning stations
Tregaskiss has launched an online configurator for its TOUGH GUN TT4 reamer robotic nozzle cleaning stations. The mobile-friendly configurator allows users to customize an analog or ethernet reamer for their application. To configure a model, users select the V-block and cutter blade to match...
-
- From The Welder
Plenty to be thankful for during National Welding Month
Just in time for National Welding Month, The WELDER editor Rafael Guerrero lists what he is thankful for from the welding community as one-year anniversary hits.
-
- From The Welder
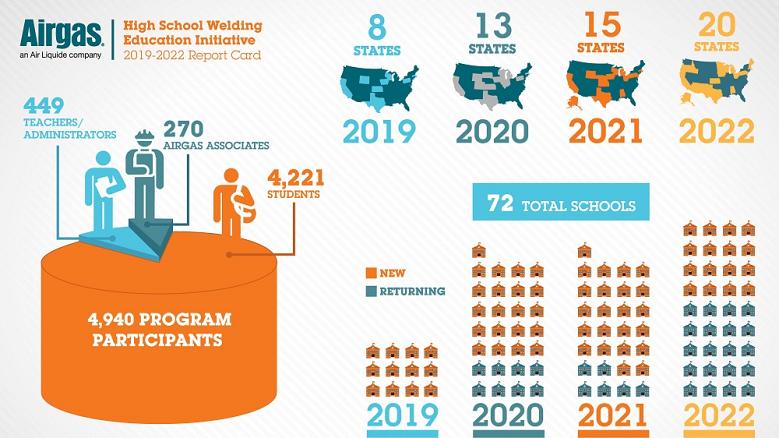
Airgas welcomes 55 schools into 2023 High School Welding Education Initiative
Airgas, an Air Liquide company in Radnor, Pa., has selected 14 returning schools and 41 new schools from 22 states to be part of its High School Welding Education Initiative for the 2023 academic year.
Sponsored Content

Managing Dangerous Dusts from Metalworking
This webinar will discuss the different types of airborne dusts produced when manufacturing assemblies using metalworking methods. We will discuss issues with poor indoor air quality, combustible dusts, and toxic dusts. We will also cover the various metalworking applications that generate airborne dust including thermal cutting (Laser and Plasma), production and fabrication welding, robotic welding and thermal spray. Last, we will explain the available filtration options to ensure safety, improve air quality in your manufacturing facility and comply with the relevant safety standards.
-
- From The Welder

Playing With Fire: Embrace your evolution as a welder and skilled tradesperson
Detroit welder-fabricator Josh Welton says welding opened doors for him, including the world of art. He ponders his evolution as a welder and a skilled tradesman and asks readers to think of their evolution as well.
-
- From The Welder
Bernard and Tregaskiss release catalog of welding guns, consumables
Bernard and Tregaskiss have announced the availability of a joint MIG welding guns and consumables catalog.
-
- From The Welder

12 key takeaways for welding automation
Automation industry experts discuss 12 concepts shops should consider about automation in welding.
-
- From The Welder

Understanding the relationship between deposition rate, deposition efficiency, and production output
The Consumables Corner duo clarify deposition rate, deposition efficiency, and production output, as well as provide some real-world examples of the terms.
-
- From The Welder

Bernard AccuLock S consumables offered on select Miller packages
Bernard has announced that AccuLock S consumables will now be standard on its BTB MIG guns included in select packages from Miller Electric Mfg. LLC.
-
- From The Welder

Xiris appoints new president
Xiris Automation, a provider of weld cameras and inspection systems, has appointed Lyle Moroz as president.
-
- From The Welder

Cloos Robotic Welding hires sales director Automation Components
Turnkey welding system provider Cloos Robotic Welding Inc. has named Michael Monnin as sales director for its new Automation Components division.
-
- From The Fabricator

ESAB cobot simplifies automated welding with app-based software
ESAB has introduced its first collaborative robot for MIG and pulsed MIG welding applications on steel, stainless steel, and aluminum alloys.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
