















Bending and Forming - Page 14
-

- From The Fabricator

Step-by-step process for rebuilding a mechanical stamping press gearbox
Sometimes, when parts are not stamped properly, it's not the die that's at fault; it's that the press has become out of square or alignment. There are at least 60 steps and checks to completing a mechanical press gearbox rebuild.
-
- From The Fabricator

Compact P-Robot system from Salvagnini combines robot, panel bender
Salvagnini has introduced P-Robot, which combines a panel bender with a robot to produce kits, batches, and single parts autonomously.
-
- From The Fabricator

Ford partners with Manufacture 2030 to enhance supply chain sustainability
Ford Motor Co. and Manufacture 2030 have announced a strategic partnership to help Ford’s suppliers meet their carbon-reduction targets toward the automaker’s goal of reaching carbon neutrality no later than 2050 globally and 2035 in Europe.
-
- From The Fabricator
American Punch Co. appoints VP of operations
Euclid, Ohio-based American Punch Co., a manufacturer of tooling for the metal fabricating and stamping industries, has named Matt Bendula as vice president of operations.
-
- From The Fabricator
How smart manufacturing thrives with clear understanding in the shop
Smart manufacturing is made smarter when personnel in production and design collaborate to deliver the most efficient results.
-
- From The Fabricator

Notable quotes via CAR MBS 2022, Part II
With automakers selling out their electric vehicles on reserve in a matter of hours, and the data showing battery-electric vehicles reaching 10% of the worldwide auto market in July, clearly the auto industry is at the tipping point for the move to vehicle electrification. The transition’s effect on suppliers was dissected at this year’s CAR MBS. Here are the GM, BorgWarner, and ABS panelists’ quotes, verbatim:
-
- From The Fabricator
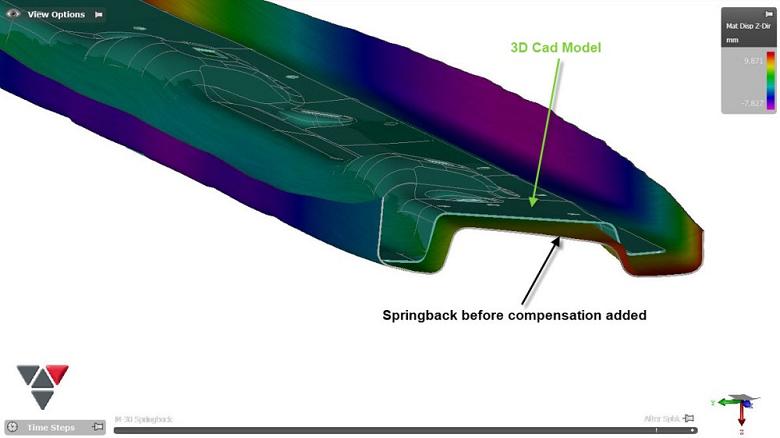
Software helps stamper get a handle on springback
Complete Prototype Services’ sheet metal division in Clinton Township, Mich., used AutoForm-Compensator from AutoForm Engineering to get a handle on springback.
-
- From The Fabricator

Beckwood’s LSP features all-electric actuation system
Beckwood Press Co. has launched the patent-pending Linear Servo Press (LSP), which uses an all-electric actuation system.
-
- From The Fabricator

Salvagnini’s B3.AU-TO press brake includes automatic setup, tool change
Salvagnini offers the B3.AU-TO press brake, featuring automatic setup and tool change and combining features of electric and hydraulic systems.
-
- From The Fabricator

Salvagnini’s S1+P4 FMS combines laser/punching machine, panel bender, material handling
Salvagnini has unveiled a flexible manufacturing system incorporating the S1 combination machine, which can punch, form, tap, laser-cut, and separate parts, and the P4 panel bender.
-
- From The Fabricator

LVD introduces 60-ton Dyna-Press 60/20 electric-drive press brake
LVD has introduced the Dyna-Press 60/20 high-speed, electric-drive press brake for air bending, coining, hemming, and bottoming.
-
- From The Fabricator
Model TRA traveling clamp from Pascal designed for light weight
Pascal Engineering has introduced the model TRA traveling clamp for use in quick die change on stamping presses.
-
- From The Fabricator

Salvagnini’s P2 panel bender delivers 17 bends/min.
Salvagnini offers the P2 panel bender with a variety of evolving options, suitable for kit or single-batch production.
-
- From The Fabricator

Hydrapower V Groover offers new features
The Hydrapower V Groover, made in the U.S., now includes new features such as X-axis ball screws and guides that are above the machining surface, away from the shavings.
-
- From The Fabricator

Schuler's Energy Monitor links to real production data
Schuler offers the Energy Monitor, which links information on the power consumption of a system, including peripherals such as the coil line or transfer, with the production data.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




