
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

WAFIOS has announced plans to invest $11.6 million to establish and build the Wafios Campus for Electro Mobility in Reutlingen, Germany.

When storing long loads, fabricators have several choices. Find the best combination of safety, cost, and accessibility for your pipe storage and tube storage.

Fabrication equipment distributor Mid Atlantic Machinery, Harrisburg, Pa., has expanded its service team with the hiring of Phil Fosdyck.

HGG Profiling Equipment Inc., Houston, has appointed Brandon Welch as western states sales manager.

Southeastern Construction, a structural steel fabricator, industrial site erector, and theme park construction company, is adding new handrail fabrication technology to its facility in Mulberry, Fla.

The CNC 40 Rotary from Schwarze-Robitec bends tubes made of all common materials such as aluminum, titanium, copper, steel, and stainless steel with diameters from 0.25 to 1.5 in.

As New York tube fabricator Spinco accumulated bending machines, it encountered a bottleneck in using a measurement arm for QC checks. An optical measurement system that keeps up with all 18 benders helped the company grow during the pandemic.

Swagelok has opened its new 124,000-sq.-ft. global headquarters and innovation center in Solon, Ohio, featuring a laboratory and the Edward A. Lozick Customer Collaboration Center.

Bystronic has introduced the ByTube 130, available with 2-kW or 3-kW fiber laser power for automated 2D laser processing of tube in a variety of materials and thicknesses.
Innovative Engineered Solutions Inc. (iES), Wilmington, Ohio, has named Linco Trading S de RL de CV to represent its products in Mexico on an exclusive basis.
New dates for the 14th and 13th editions of wire and Tube Southeast Asia have been announced.

J&S Machine offers the YLM CNC90MSAE electric bender. It has five secured points of wiper die support and a capacity of 3-1/2-in. steel and 3-in. stainless at 1D.
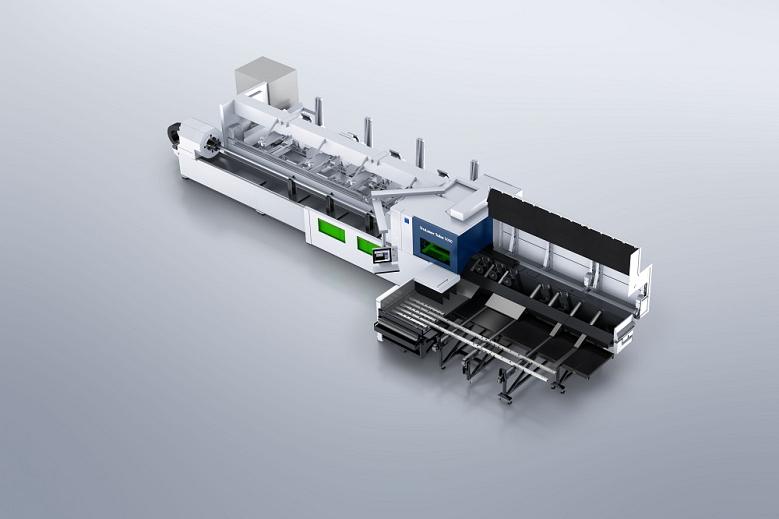
TRUMPF’s new TruLaser Tube 5000 fiber can handle a variety of materials, from mild and stainless steel to nonferrous metals.

Lantek has designed new applications for its Flex3d software, which assists with designing and machining complete or partial bevels anywhere in a tube.

Police Innovations LLC patented a prisoner restraint chair, but it encountered problems in manufacturing. Metal fabricator TAB Industries took over the project and resolved the issues, in part by using its own product, the Tornado Wrapper automated packaging system. Now lead times are down by 400%.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




