















Articles - Page 194
-

- From The Welder
Welding inspector certification in Canada versus the U.S.
Dive in to some of the key differences between welding inspector certification in Canada and the U.S.
-
- From The Welder

Aluminum Workshop: What are the advantages of AC in aluminum GMAW?
Q: Lately I have seen a few welding equipment manufacturers offering gas metal arc welding (GMAW) power sources that use alternating current (AC) instead of the direct-current electrode-positive (DCEP) current. Can you tell me what, if any, advantages there are to using AC instead of the more...
-
- From The Welder

Robotic welding fume capture 101
The Robotic Industries Association reports that an estimated 260,000 robots are operating in North American factories. If you are joining in on the trend, it may be time to reassess the fume collection requirements for your facility. It’s best to make this part of the planning process before you install robots. If you wait until weld cells are already in place, installing the collector can be problematic. It is always better to engineer the fume removal equipment in advance for the space and the application.
-
- From The Welder

There’s something about Marty
Marty Rice’s time as Arc Welding 101 columnist was relatively short, but his breadth of work online and in print has educated, inspired, and entertained readers for more than 10 years.
-
- From The Welder
Inside Frank’s Aluminum Workshop
Practical Welding Today’s Aluminum Workshop columnist Frank Armao is the magazine’s longest-tenured contributor. Read how he landed the gig and what he’s learned during his 14-year journey.
-
- From The Welder

Still asking Elmer
The Ask Elmer column, written by Hobart Institute of Welding Technology instructor Elmer Swank, appeared in Practical Welding Today for four years. Even though the column no longer exists, Swank is still in the business of answering questions and developing good welders.
-
- From The Welder

Welding trends, technology advancements, and tales
A collection of PWT Editorial Advisory Committee members discuss what they believe to be the most important advances in welding technology, trends, and education.
-
- From The Welder

Long live the “Welding Queen”
Her energy was genuine and her love of welding and welders was as real as the smile on her face. Ten years after leaving Practical Welding Today®, former editor Stephanie Vaughan shares her fondest memories of an industry she still loves.
-
- From The Welder

Shelving bad habits with your GMAW gun
A welder tired of accidental triggering or incidental damage to his gun developed a holster that can be mounted to a worktable, welding cart or in any way necessary.
-

- From The Fabricator

How to gild your safety record
Talan Products has consistently reduced its safety incident rate since 2006. That it has manufactured for 1,600 days without a lost-time accident is no accident. It is the result of a deliberate development of an omnipresent safety culture. Other manufacturers often ask, “How do you do it?” The manufacturer shares its safety secrets, including establishing a safety culture, learning from near-misses, using sensors, and tracking safety metrics.
-
- From The Fabricator

High-speed stamping quenches thirst for beverage cans
All of the components of a beverage can are stamped in a high-speed press. The process of producing two-piece beverage cans starts with the blanking and forming of a cup from a large aluminum coil. Today’s most advanced cupping presses can run a 14-out die up to 350 strokes per minute (SPM), producing up to 4,900 cans per minute. Would soda beverages be as popular if they could not be packaged in a portable, singular, recyclable can made inexpensively by a high-speed stamping process? Some unique challenges and critical factors for press work in high-speed can stamping include high operating speeds, dynamic balancing, and off-center loading. Here are some ways to handle stamping at (almost) the speed of light--and takeaways for slower operations.
-
- From The Fabricator

Small-scale cutting: The next frontier
Many of today’s cutting applications require surgical-like precision to produce small, intricate parts. Technological advancements in waterjet and laser cutting are making these processes even more attractive to fabricators in a variety of industries.
-
- From The Fabricator

Stamper powers up to do the heavy lifting
Stamping manufacturer StampSource brought in more than $3 million worth of work—a 25 percent revenue increase—with a capital investment of two heavy-duty feeders and three high-tonnage presses. It was the largest expansion in the company’s 66-year history.
-
- From The Fabricator
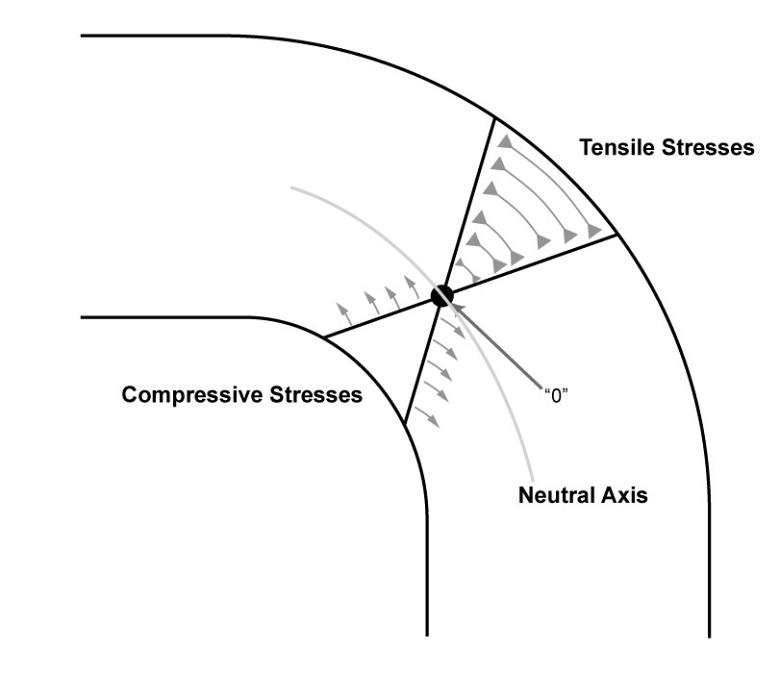
Applying sheet metal forming principles to plastic
Anytime the inside radius or material thickness varies, there will be a change in the bend deduction. This is just as true when bending plastic as it is when bending sheet metal.
-
- From The Fabricator

Coil-fed fabricating
Most manufacturers associate coil processing with the metal forming industry. They also likely assume the punching and laser cutting combination machines consume sheet metal. Elleci S.p.A., a metal fabricator in northern Italy, has a new line in place that will require many manufacturers to alter their preconceived notions about coil consumption in a fabricating facility.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
