















Articles - Page 196
-

- From The Fabricator

Great gates!
After learning to weld on the family farm and honing his skill during his college years, Josh Foster decided to augment his steady, part-time job with a fabrication business. Big Creek Metal Works makes all sort of items, from large ranch gates to small art items, specializing in custom work.
-
- From The Fabricator
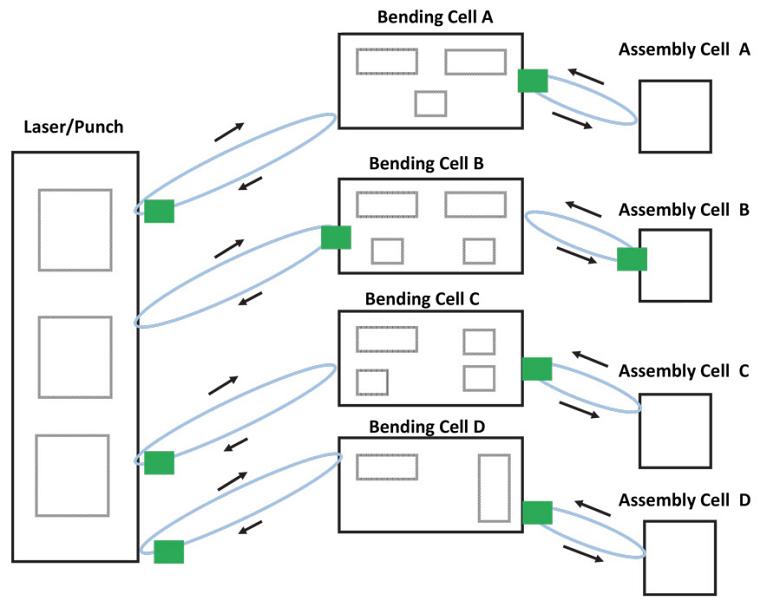
Managing part flow in custom metal fabrication
Think of how fast modern laser cutting is; now think of a typical press brake. There’s no contest. With this in mind, how can a fab shop best manage part flow? Elements of quick-response manufacturing (QRM) can help.
-
- From The Fabricator

5 ways that CAD/CAM nesting software impacts the bottom line
Modern CAD/CAM nesting software can assist metal fabricators looking to reduce costs related to raw material spending, production labor, parts programming, and work order creation.
-
- From The Fabricator
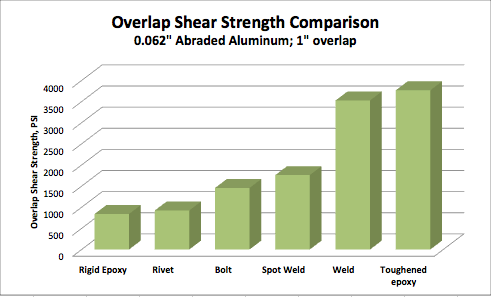
Adhesives and bonding tapes: Enhancing design space
Adhesives and bonding tapes can perform and even outperform many of the same tasks as welding and fastening. The scope of their applications might surprise you.
-
- From The Fabricator

Big press brake bending, high throughput
In large-workpiece bending, material handling and tooling changeover can take serious time. Shorten that time, and bending throughput levels, even for the largest jobs, can jump significantly.
-
- From The Fabricator
Cutting to the chase on gas delivery for CO2 lasers
A working knowledge of the ways in which purity, pressure, and flow affect how lasers use gases is key to setting up a gas delivery system that both works correctly and is cost-effective.
-
- From The Fabricator

All you need to know about the heat-affected zone
Any thermal cutting or welding process changes the material makeup of the workpiece. This heat-affected zone can make downstream processing of the metal a bit more unpredictable.
-
- From The Fabricator

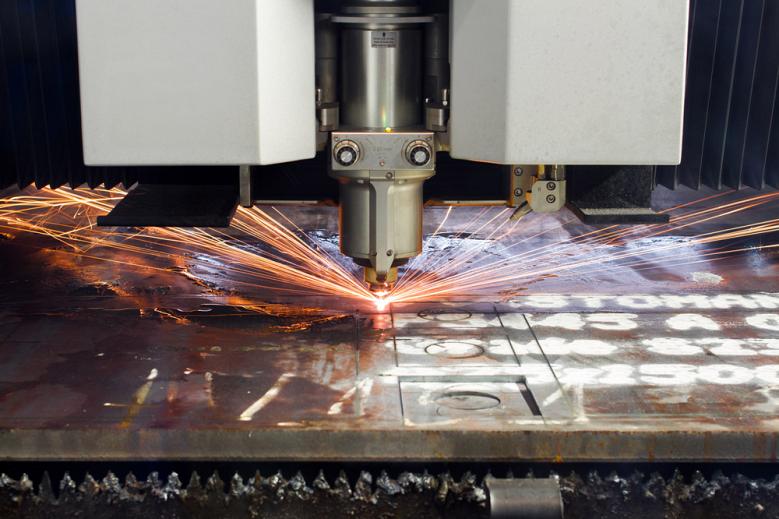
3 questions to ask for better laser cutting
Brent Donner, president of DLC Manufacturing and Fabrication, has spent almost a decade as a laser cutting consultant. Over that time he has noticed several fundamentals that many operators miss: properly cleaning and polishing the optics, centering the nozzle, and calibrating the beam focus.
-

- From The Welder
So, you want to become an AWS CWI
Becoming an AWS certified welding inspector is a challenging task that takes serious preparation and study. Shortcuts don’t cut it.
-
- From The Fabricator

The 2016 FAB 40: Planning their next move
It’s been quite a run. Over the past four years many FAB 40 companies have reported big revenue gains. In 2015, not so much, at least on average. Sales at some big companies either held steady or declined somewhat, mainly thanks to weak markets that by now every fabricator knows about: oil and...
-
- From The Fabricator

Shop technology and 3-D CAD: Modeling with surfaces, patterns, and configurations
Columnist Gerald Davis reviews the use of equations, configurations, design tables, and specific modeling tools for creating 3-D models of paper and cake.
-
- From The Fabricator

Metal fabrication and the buying experience
SixAxis, a fabricator of safety platforms, portable stairs, and other industrial products, developed its own software with quoting, customer relationship management, and product configuration features. According to sources, software changed the customer buying experience, which in turn helped the company quintuple in size over six years.
-
- From The Fabricator

R&D Update: Controlling material flow in drawing operations
The researchers at The Ohio State University's Center for Precision forming perform research on controlling material flow in drawing operation using CNC hydraulic cushions to help improve drawability.
-
- From The Fabricator
Reading progressive die strip — Part II
Editor's Note: This is the second part of a two-part article about reading progressive-die strips. Part I, which appeared in the May issue, covered the causes of pilot hole distortion and mismatched cuts. Hard marks, otherwise known as coin marks, occur when metal is severely squeezed between two...
-
- From The Fabricator
Die Science: Developing forming dies - Part III
Editor's Note: This is third installment of a three-part series that discusses die development for producing nonuniform, contoured parts by breaking the process down into eight steps. Part I covers the part material, its form, and its function. Part II discusses length-of-line analysis and tip...
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
