















Articles - Page 197
-

- From The Fabricator
Reading progressive die strip — Part II
Editor's Note: This is the second part of a two-part article about reading progressive-die strips. Part I, which appeared in the May issue, covered the causes of pilot hole distortion and mismatched cuts. Hard marks, otherwise known as coin marks, occur when metal is severely squeezed between two...
-
- From The Fabricator
Die Science: Developing forming dies - Part III
Editor's Note: This is third installment of a three-part series that discusses die development for producing nonuniform, contoured parts by breaking the process down into eight steps. Part I covers the part material, its form, and its function. Part II discusses length-of-line analysis and tip...
-
- From The Fabricator
Die Science: Developing forming dies - Part II
Editor's Note: This is first installment of a three-part series that discusses die development for producing nonuniform, contoured parts by breaking the process down into eight steps. Part I covers the part material, its form, and its function. Part II discusses length-of-line analysis and tip...
-
- From The Fabricator
Die Science: Solving punch breakage problems - Part III
Numerous factors contribute to the premature failure of piercing and cutting punches. In addition to problems with the punches, such as tool steel or problems caused by EDM and grinding, the press can cause problems through deflection, and bridge strippers also can cause punch breakage.
-
- From The Fabricator
Die Science: Designing dies 2-D or 3-D?
Both 2-D and 3-D die design packages have advantages and disadvantages, which are discussed here, but true success lies in the designer's ability, not the software's.
-

- From The Welder

Customizing your GMAW gun for the job
Being as comfortable as possible on the job is important for mind, body, and productivity. Customizing your GMAW gun for the application can improve your personal comfort and weld quality.
-
- From The Fabricator

A metal fabricator you can’t pigeonhole
IMS Engineered Products’ revenue has increased by 45 percent during the past five years. How? The fabricator is part of a larger organization, IMS Companies, with diverse revenue streams coming from gear manufacturing, stamping, electrical harness assembly, and more. But IMS’s story of growth really boils down to a straightforward strategy: quick response.
-
- From The Fabricator

Lean, large, and keeping pace
Ironform Corp. formed in 2013 after Wynnchurch Capital purchased two large metal fabricators. But Ironform’s story is more about scaling up metal fabrication through acquisition. It’s about adapting the principles of lean manufacturing to custom metal fabrication—on a large scale.
-
- From The Fabricator

Scaling up metal fabrication: In support of the front line
General Sheet Metal Works has experienced double-digit growth in recent years. For a $70 million operation, that’s saying something. And yet, the company has few growing pains to speak of—thanks to a new business structure that has made scaling up much easier.
-
- From The Fabricator
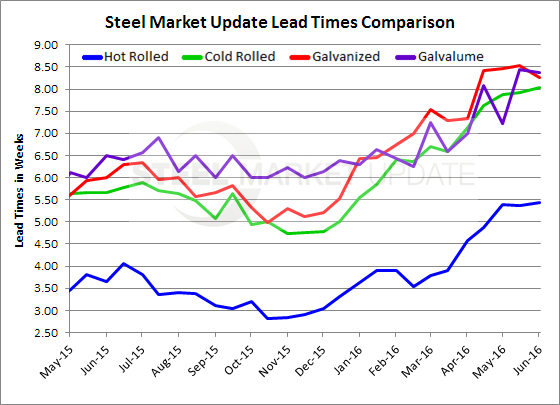
Steel prices look to be creeping up in the near term
The U.S. has placed duties on several types of steel imports, and the domestic steel companies have idled plants. That means supply sources are slowly tightening. Increased demand by the domestic industrial base could push steel prices higher.
-
- From The Fabricator

How equipment can help relieve the skilled-worker shortage
If you need more workers and you’re having a difficult time finding them, perhaps you should explore equipment options that can mitigate the need for more help. For example, some welding tables can eliminate the need for extra hands.
-
- From The Fabricator
Die Science: Fundamentals of drawing
Columnist Art Hedrick goes back to basics about drawing, offering a comparison of drawing and casting, an explanation of flow and control.
-
- From The Fabricator

Ask the Stamping Expert: Five essential stamping rules for component designers
Over the years I have received many requests from readers asking for suggestions and advice for particularly challenging stamping applications. Some of the issues can be addressed through creative tool design; some can’t. Some stampings by design make it virtually impossible to satisfy all the...
-
- From The Fabricator
Engaging people on the shop floor: Turn underutilized employees loose
Keeping all employees engaged all the time isn’t easy, but the benefits are substantial. Ultimately, such engagement unleashes employee talent.
-
- From The Fabricator
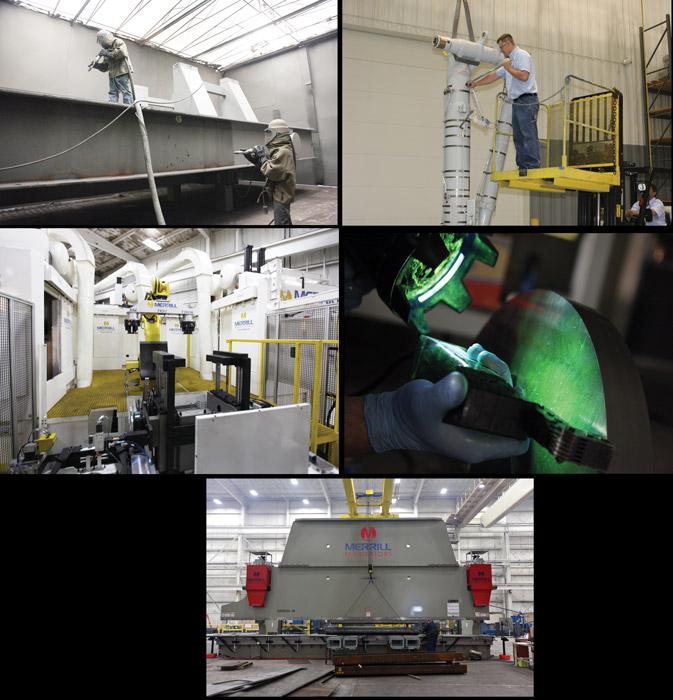
One metal manufacturer, one name, many services
Merrill Technologies Group, Saginaw, Mich., has implemented a strategy that managers hope will double the size of the company over the next five years.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
