















Articles - Page 199
-

- From The Fabricator
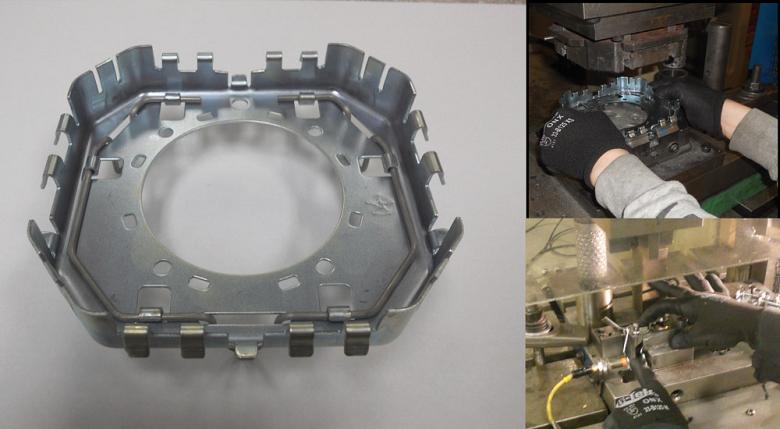
Manufacturer uses servo press to hasten safety part production safely
Ultraform Industries sought ways to increase output of the safety seat belt and air bag assemblies the company manufactures, but speed could not come at the expense of quality. The company installed a servo press to slow the stroke before the draw, perform restrikes.
-
- From The Fabricator

Optimizing hydraulic presses for deep drawing
Optimizing a hydraulic press requires choosing the best press frame, hydraulic circuit, auxiliary function, electrical controls, and hmi for your deep drawing application and parts drawn.
-
- From The Fabricator

Lockset manufacturer gets handle on scrap to boost productivity
When you stamp 2.2 million pieces a day in the manufacture of lockset and doorset assemblies— 550 million stampings a year—smooth, speedy operation is your goal and bottlenecks and obstructions to productivity are your targets. Kwikset developed a unique way to handle scrap that removed a bottleneck and increased output.
-
- From The Fabricator
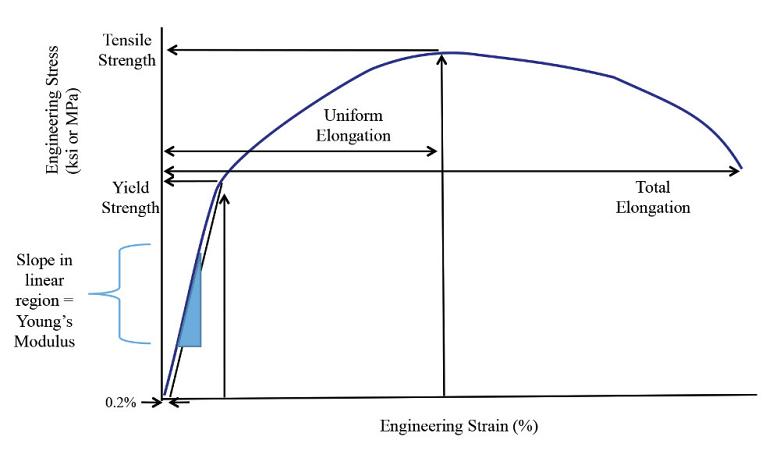
Getting to know more about the metal you are forming
An estimated 3,500 different grades of steel currently exist, with about 75 percent of them developed in the past 20 years. And more than 500 sheet aluminum alloys are registered with the Aluminum Association. Each of these materials grades has a different chemistry and different tensile properties...
-
- From The Fabricator
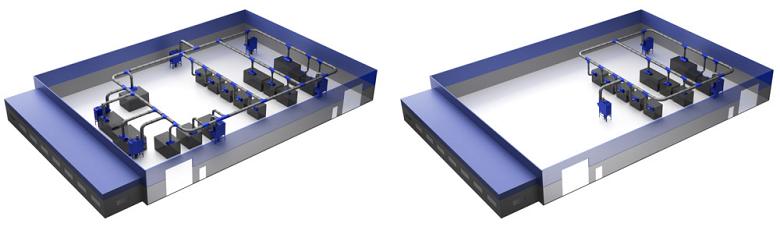
Industrial dust collection goes modular
Large-scale dust and fume collection can be somewhat inflexible. A fabricator moving, adding, or removing a few work centers can throw off the airflow balance and make the entire system less effective. A new technology aims to change this.
-

- From The Welder

Grill or be grilled
A fabricator of one of the most renowned wood-fired grills available recently integrated a robotic welding cell to help cut lead times and keep up with overwhelming demand.
-
- From The Fabricator

Don't lose track of the latest design updates
The goal of forward-thinking fabrication shops is to be closely involved in a customer's supply chain, where perhaps it participates in part designs and design for manufacturability activities. If a shop is to be an active supply chain partner, it needs to be able to stay on top of engineering change orders and part design discussion. Cloud-based product life cycle management software can help.
-
- From The Fabricator
Continuous improvement: Do you have a handle on flow
Manufacturing is all about flow, both of physical products and information. You can plan for good flow. But if you let it evolve on its own, you will be dealing with the waste and efficiency that evolution creates.
-
- From The Fabricator
Can this product be made?
Waiting for a callback to discuss a major design change is one thing; but waiting hours just to see if a hole can be moved a little farther from the bend radius—that’s something else. One industry project, iFAB, aims to make design for manufacturability far more efficient.
-
- From The Fabricator
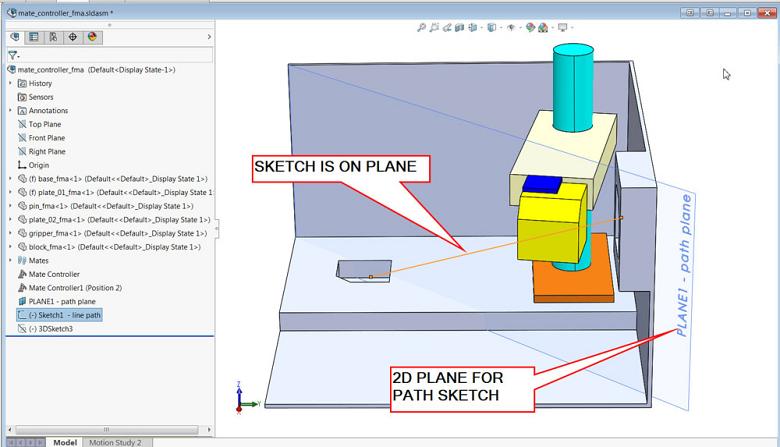
Shop technology and 3-D CAD: Comparison of two animation tools for creating walk-through tours
Columnist Gerald Davis reviews methods for creating walk-through animations. The use of a camera following a path is discussed.
-
- From The Welder

Still waters run deep
Elaine Waters, the 2016 PWTeacher of the Year award winner, has taught, inspired, and intimidated the hell out of welding students for 30 years. This is her story.
-
- From The Fabricator

Applications: Electric press brakes set the pace for lighting products manufacturer
Situation: Kenall Mfg. is a manufacturer of energy-efficient lighting products for challenging environments. In late 2014 the company moved its production and office operations from Gurnee, Ill., to Kenosha, Wis., while also reducing its fabrication operation from three shifts to two....
-
- From The Welder

Consumables Corner: Breaking down CTOD and CVN testing
Q: We're a job shop and much of our work is customized or unique. Because of this, we have to work with multiple welding codes and sometimes we have to verify welding procedures. We have been bidding on some new projects that have welding crack tip opening displacement (CTOD) requirements. How is...
-
- From The Welder
Arc Welding 101: Defining a fillet weld with D1.1
Q: I'm auditing a fab shop and have a question regarding the AWS D1.1 code. The shop is referring to the corner joints in the plates encompassing the columns as fillet welds, yet there is no faying surface. D1.1 says a fillet can have up to 3/16-in. misalignment (with certain stipulations), which...
-
- From The Welder

Aluminum Workshop: The push-pull gun and its perks for GMAW
Learn the benefits of a push-pull gun for GMAW and why it shines in certain types of wire feeding. Find out more about push-pull guns here.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




