















Roll Forming - Page 2
-

- From The Fabricator

Bradbury Group sales director dies
Roll forming and coil processing equipment manufacturer The Bradbury Group has announced that Alexander D’Alfonso, sales director of coil processing systems, died Aug. 3, 2022, at home in Burlington, Ont.
-
- From The Fabricator
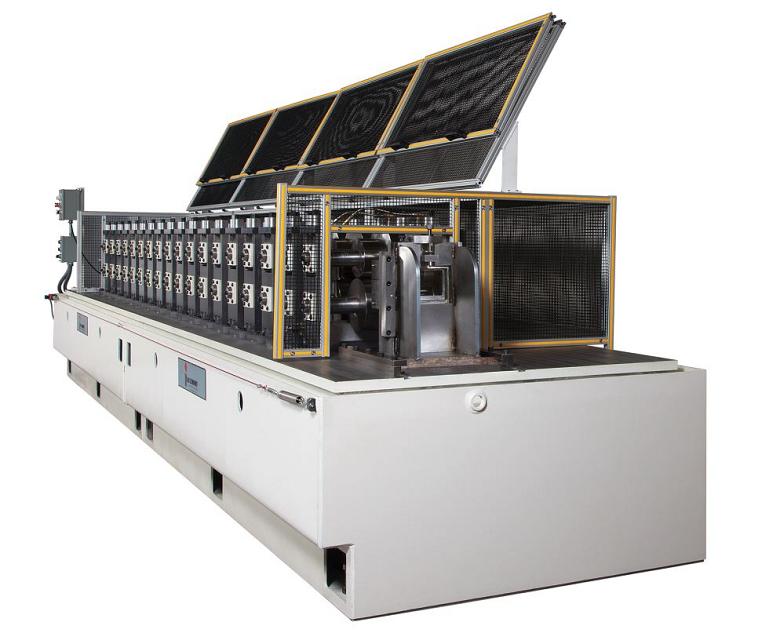
T&H Lemont ships RA11-18 roll former
T&H Lemont Inc. recently designed, built, and shipped a model RA11-18 roll forming machine for a customer that specializes in retail displays.
-
- From The Fabricator
The Bradbury Group launches new website
The Bradbury Group of companies, a provider of leveling, cutoff, punch, folding, and roll forming machines and automated systems based in Moundridge, Kan., has relaunched its website at www.bradbury.com.
-
- From The Fabricator
CDH Custom Roll Form receives ISO certification
CDH Custom Roll Form’s Warren, Ohio, facility has received ISO 9001:2015 certification for its quality management system.
-
- From The Fabricator
Johnson Controls invests $7.5 million into new fabrication equipment
Milwaukee-based Johnson Controls has invested $7.5 million into new equipment at its 900,000-sq.-ft. commercial HVAC manufacturing plant in Norman, Okla., known as the Johnson Controls Rooftop Center of Excellence.
-
- From The Fabricator

CDH Custom Roll Form adds manufacturing capacity
CDH Custom Roll Form has announced that additional manufacturing capacity is now online at its Warren, Ohio, facility after installation of a new line.
-
- From The Fabricator

T&H Lemont custom welding, straightening units work with existing roll forming line
T&H Lemont has shipped two sets of custom-made welding and straightening units to roll forming customers to be integral components for another brand of roll forming line.
Nucor will open its doors for tours of mills during Pipe & Tube Memphis 2022
Nucor Steel Arkansas and Memphis, divisions of Nucor Corporation, will host tours as part of the Pipe & Tube Memphis 2022 conference.

T&H Lemont names sales engineer/marketing manager
T&H Lemont, Countryside, Ill., has hired Eric Lundin to fulfill two roles as sales engineer and marketing manager for the company’s tube and pipe weld mills, roll forming lines, tooling, peripheral equipment, and related services.
-
- From The Fabricator

Bradbury Group specialists presenting at FMA Roll Forming Workshop
Two Bradbury Group experts will lead classes at the 2022 World-class Roll Forming Workshop, scheduled for April 11-13 in Memphis, Tenn.
-
- From The Fabricator

T&H Lemont ships duplex roll forming machine
T&H Lemont, Countryside, Ill., has shipped a new DH8-20 duplex roll forming machine to an existing customer in the southwestern U.S. for the production of various steel shelves.
-
- From The Fabricator

Samco Machinery celebrates 50th anniversary
Samco Machinery, a Toronto provider of roll forming systems and value-added services, is marking its 50th year in business.
-
- From The Fabricator

Samco Machinery employees raise $10,000 for Toy Mountain Campaign
Employees of Toronto-based Samco Machinery raised $10,000 during 2021 to donate to the CTV Toy Mountain Campaign benefiting the Salvation Army in the Toronto area.
-
- From The Fabricator

Bradbury hosts more than 300 students to celebrate Manufacturing Day
The Bradbury Co. opened the doors of its factory in Moundridge, Kan., to students from 13 local schools to celebrate Manufacturing Day in mid-October.
-
- From The Fabricator

Manufacturer improves production flexibility with new roll forming system
MicroMetl purchased a 420-3-12P-STR single telescoping roll former from Bradbury Group to manufacture HVAC panels for knock-down rooftop curb adapters.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Zekelman Industries to invest $120 million in Arkansas expansion
