















Articles - Page 212
-

- From The Fabricator

Manufacturer revives stamping department with overhaul, press rebuild
Quality Industries made a U-turn on its decision to let its stamping department stall and has reignited the department’s restart with a press retrofit, quick die change (QDC) equipment, and a new press.
-

- From The Welder

The wide world of welding stainless steel
Can stainless steel be welded? The stainless steel weld is not much different from welding standard carbon steel, with a few exceptions. Learn more here.
-
- From The Welder

A chase to the cut
To best evaluate which process is best for you, you must first understand your application and define your needs and limitations, all while accounting for new opportunities and future goals. By doing so, you best match the system capability with your needs, allowing you to take full advantage of the productivity, versatility, and quality benefits that automated cutting has to offer.
-
- From The Fabricator
Manufacturing Fundamentals first, then improvement
Sustaining improvement efforts remains difficult for many shops, but sustaining may not be so difficult with a foundation of good business fundamentals in manufacturing. This includes accurate bills of materials, accurate routings, good inventory control, a documented system for materials planning and procurement, concise business rules, and employee training.
-
- From The Fabricator

Looking out from the inside
Artist and furniture-maker Louie Tozser has enjoyed a rich and varied career, working in metal, stone, glass, and polycarbonate, and does everything from one-off pieces to contract manufacturing. It’s much more than a business, though. Tozser’s latest plan it to introduce local children to art and perhaps inspire some to pursue a career in art as well.
-
- From The Fabricator

Automated deburring: Safe and round
JBT FoodTech’s Sandusky, Ohio, operation was struggling with its deburring activities. A production requirement, deburring was occupying skilled labor that was needed elsewhere in the facility. An automated deburring machine proved to be the answer for the company’s production dilemma.
-
- From The Fabricator

Why manufacturers should get ISO-certified
All manufacturers should get their ISO certification because the long-term benefits far outweigh the short-terms costs. Here’s why.
-
- From The Fabricator
Using failure modes and effects analysis in a reliability-centered maintenance program
If a metal fabricator or former does it correctly, a failure modes and effects analysis can provide a solid foundation for predictive maintenance planning.
-
- From The Fabricator

How SWOT and lean go together
A SWOT analysis covers a company’s strengths, weaknesses, opportunities and threats. But how do you really define strengths and weaknesses? Much of it can come from data gleaned from a good flow assessment.

Using a purge dam to cut welding time for UHP applications
In welding high-purity and ultrahigh-purity piping systems, quite a bit of the welder’s time is idle, time spent waiting for the purge system to remove the oxygen from the system. Most purge dams mark or scratch the pipe’s ID, neither of which is acceptable on HP and UHP systems. This led to the development of a purge dam specifically for these applications.
-
- From The Fabricator

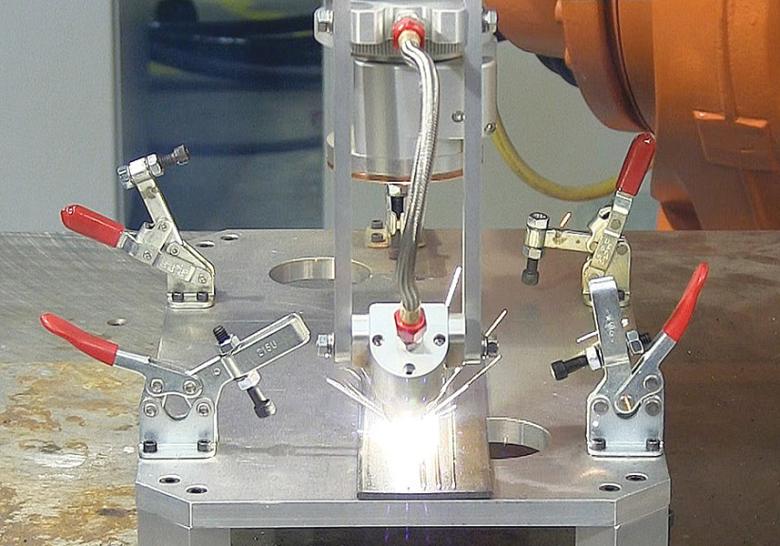
Thermal spray and fabrication
Thermal spray is being used in metal manufacturing more each year. Fabricators need to be familiar with what it is, what benefits it can provide, and who can provide it.
-
- From The Fabricator
Why machine monitoring matters
Machine monitoring in real-time is gaining traction in metal fabrication. MTConnect, a machine communication standard, has a toehold in the metal business.
-
- From The Fabricator

Dutch metal fabrication: About flow
One theme carried throughout a recent LVD press tour of custom fabricators in Holland: With fast changeover and the ability to access the right information at the right time, even a custom fabricator with the highest product mix can achieve smooth part flow.
-
- From The Fabricator
Laser weld penetration: What you need to know now
See how inline coherent imaging monitors weld penetration by measuring the distance to the bottom of the keyhole, offering realtime laser weld penetration feedback.
-
- From The Fabricator
What makes an effective quality system in manufacturing?
When designing an effective quality system, manufacturers need to consider the cost of quality (COQ), customer and industry quality demands, and their company’s specific set of value propositions.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
