
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
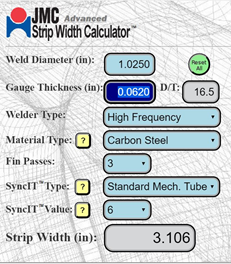
JMC Rollmasters Div. of Johnston Mfg. Co. Inc. has developed the Advanced Strip Width Calculator™ for tube and pipe producers. The online calculator uses mathematic- and metallurgic-based algorithms to estimate thinning caused by bending deformation, as well as girth reduction effects in the fin...
Universal Tube & Rollform Equipment Corp., Perrysburg, Ohio, a supplier of new and used tube mills, pipe mills, and roll forming machinery, has announced the launch of a new website at www.utubeonline.com. The website features improved navigation, streamlined inventory updates, and the ability to...
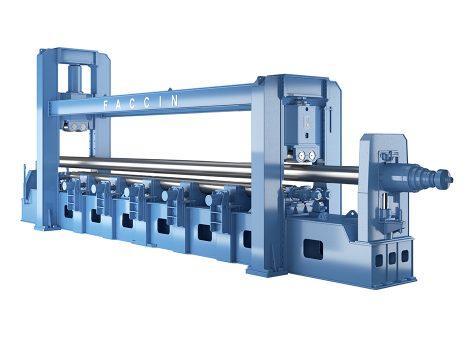
Faccin SpA offers the HAV-2P series of NC pipe mill bending rolls for pipe production. The machines are constructed with sturdy electrowelded structures and fitted with three rolls in thermally treated steel alloys. The rolls are moved independently—the top roll moves vertically, the lower rolls...

SMS group, Düsseldorf, Germany, has announced it has been awarded a contract for an expansion of the merchant bar mill at Steel Dynamics Inc.’s Roanoke Bar Division, Virginia operation. The upgrade is to integrate a new reheating furnace and finishing area into the facility. With this...

Tube bending has advanced remarkably over the last 30 years or so, both in the technology available and forming knowledge. Few industries have done as much to innovate as aircraft, and other industries have benefited, especially automotive.
Richmond, Va.-based Synalloy Corp. has announced that its subsidiary Bristol Metals LLC has purchased Marcegaglia USA’s stainless steel pipe and tube operations. The combined business will operate as Bristol Metals LLC with facilities in Bristol, Tenn., and Munhall, Pa. “The combined capacity...
FABTECH® 2017, to be held in Chicago Nov. 6-9, will for the first time feature an expanded pavilion showcasing tubes, tube end products, and the tube trade.All these areas will be presented in a new segment—the Tube Producers’ and Suppliers’ Pavilion, organized and implemented by Messe...

Rafter Equipment Corp. has shipped a new RT-2000S strip entry table, HFI weld squeeze box, and double-sided Turk’s-head straightener to a North American tube producer. The equipment will replace equipment on a Yoder QVW-250 tube mill. The strip entry table was updated to use common parts from the...
Chicago-based Zekelman Industries has acquired American Tube Mfg. Inc., a producer of round, square, and rectangular hollow structural sections in Birmingham, Ala. Through this acquisition, Zekelman and its Atlas Tube operating division expands their presence into the structural tubing market of...
Exhibitor applications for Tube 2018, International Tube and Pipe Trade Fair, are now available online at www.tube.de/2330. The deadline to reserve exhibit space is April 30, 2017. The event will be held April 16-20, 2018, at the fairgrounds in Düsseldorf, Germany. A special feature at Tube 2018...
Mentor, Ohio-based Roll-Kraft has announced the recertification of its Woodbridge, Ont., facility, Roll-Kraft Ltd., to ISO 9001:2008. The scope of this registration includes the manufacture and refurbishment of metal rolls and related equipment for the tube, pipe, and roll forming...
SMS group has announced it has received several follow-up orders to modernize the 16-in. tube welding line it installed at Atlas Tube, Blytheville, Ark., a company of Zekelman Industries. SMS will equip the line with a completely new sizing section to expand the product spectrum and help improve...
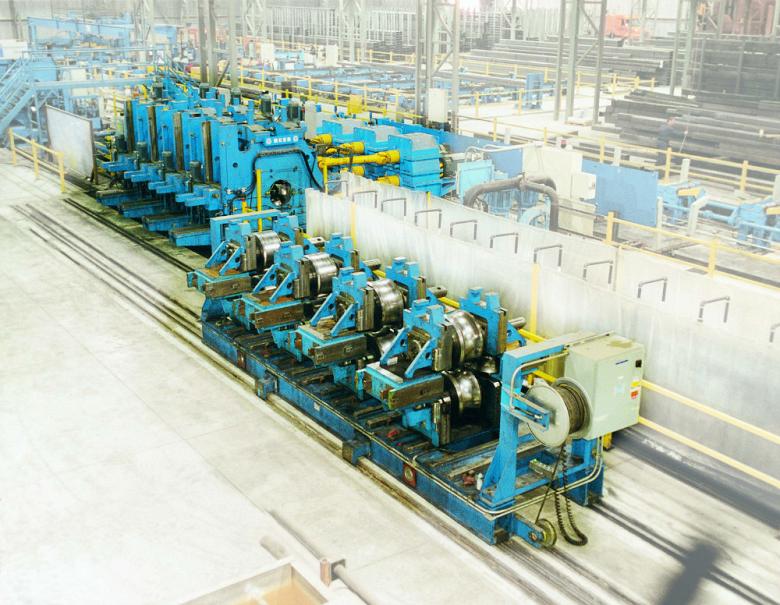
FD Machinery, Cleveland, has received an order for a new, HF ERW tube mill—its first tube mill installation in North America. The complete tube mill line will be equipped with an automated coil feed and butt weld system, a PLC tooling positioning system, an automated ID scarf blowout, and an...

The energy sector is the biggest global market for manufacturers of steel pipes, with the focus on two nonrenewable resources: oil and gas. However, tubular products are equally indispensable for renewable energy, especially wind power. A report from Germany details the progress in making wind towers in Germany's power industry.
Oakland, Calif.-based AB&I Foundry has named Harry Warren Inc. and Harry Warren of Georgia LLC as manufacturers’ rep for Florida and Georgia.
AB&I Foundry manufactures cast-iron soil pipe and fittings for storm and sanitary drain, waste, and vent plumbing systems.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




