















Bending and Forming - Page 22

Structural pipe, tube creates natural fit for Portland footbridge
The Barbara Walker Crossing Footbridge in Portland’s Forest Park represents the intersection of utility and imagination in a structure that uses pipe and tube to make a bridge into a natural part of the environment.
-

- From The Fabricator

BMW Group opens automated steel pressing facility
MW Group has opened a new, automated steel pressing facility at its Swindon, U.K., plant.
-
- From The Fabricator

Air-formed bend radii, magnetizing press brake tools, and more
Press brake guru Steve Benson answers reader questions on predicting the bend radius, press brake tools becoming magnetized, and how the die opening affects the bend deduction.
-
- From The Fabricator
Improving the metal fabricating industry through shared knowledge
When research information and data gathered through machine learning on the shop floor are combined and shared, the industry and the supply chain benefit.
-
- From The Fabricator
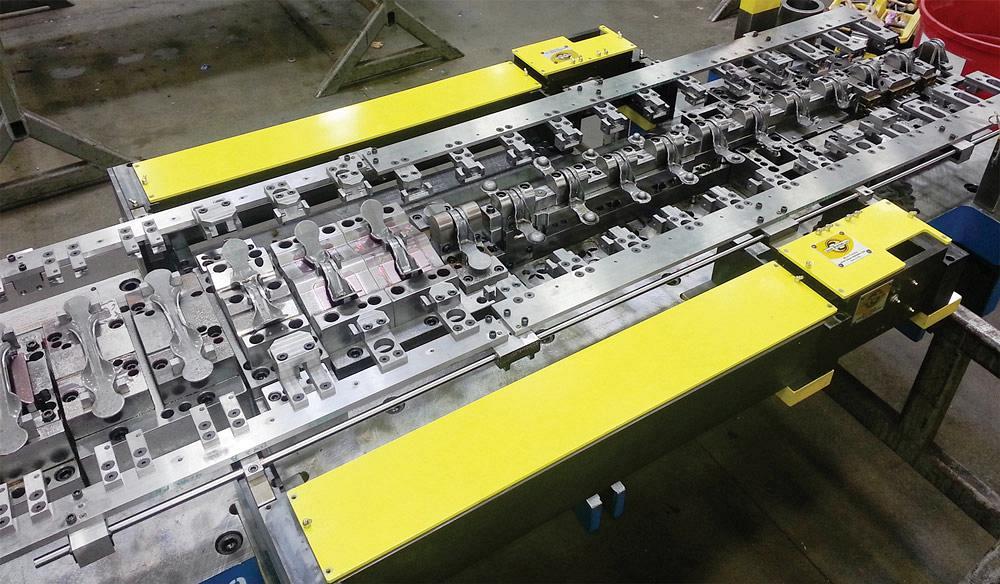
3 best practices metal stampers can follow for transfer die success
To blaze a pathway to a productive, profitable transfer die, metal stamping operations should assess thoroughly, use simulation software, and be prepared to tweak.
-
- From The Fabricator

Coe ships coil feed line to Variety Die & Stamping
Coe Press Equipment, Sterling Heights, Mich., has shipped an 18-in. coil processing line to Variety Die & Stamping, a Dexter, Mich., manufacturer of precision stampings and assemblies for the automotive and lawn and garden industries. The coil processing line comprises a series 1 servo roll feed, a...
-
- From The Fabricator

Strategies for bending small parts in a sheet metal manufacturing shop
Forming small parts introduces a host of challenges for metal fabrication shops, many of which can be overcome with right-sized press brakes and other bending equipment.
-
- From The Fabricator

There is no “just” in body-in-white vehicle structure design and engineering
It is common for vehicle designers and engineers to receive requests for changes in a body-in-white structure, but even a single hole change can stop both the manufacturing line and the full vehicle build if not managed well.
-
- From The Fabricator
McGregor Metal to expand in Ohio
McGregor Metal, a provider of stamping, machining, welding, spinning, and assembly services, has announced plans to add 21,000 sq. ft. to one of its four facilities in the Springfield, Ohio, area.
-
- From The Fabricator

Coe Press Equipment ships servo feed, reel to Durham Co.
Sterling Heights, Mich.-based Coe Press Equipment has shipped a servo feed and reel to The Durham Co., a manufacturer of electrical equipment in Lebanon, Mo.
-
- From The Fabricator

New to the press brake? Establish best practices in the fab shop from the start
If you're new to operating a press brake in a metal fabrication shop, ask yourself these questions from the start to establish best practices: Do you know the safe working limits of your machine and its tooling? Do you have the right tools to make repeatable bends?
-
- From The Fabricator
Johnson Controls invests $7.5 million into new fabrication equipment
Milwaukee-based Johnson Controls has invested $7.5 million into new equipment at its 900,000-sq.-ft. commercial HVAC manufacturing plant in Norman, Okla., known as the Johnson Controls Rooftop Center of Excellence.
-
- From The Fabricator

Salvagnini America to host open house June 23, 2022
On June 23, 2022, from 10:00 a.m. to 2:00 p.m., Salvagnini will open its new campus in Hamilton, Ohio, for a one-day demonstration.
-
- From The Fabricator

Gestamp adding extension to Japan plant
Gestamp Hotstamping Japan is expanding with a new plant on its premises in Matsusaka, Japan.
-
- From The Fabricator

Okay Industries names VP – Costa Rica Operations
Okay Industries Inc., New Britain, Conn., a contract manufacturer of components and subassemblies for global medical device OEMs, has promoted Mario Chaves Sr. to vice president – Costa Rica Operations.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this podcast episode, Brian Steel, CEO of Cadrex Manufacturing, discusses the challenges of acquiring, merging, and integrating...




