















Bending and Forming - Page 23
-

- From The Fabricator

Gestamp adding extension to Japan plant
Gestamp Hotstamping Japan is expanding with a new plant on its premises in Matsusaka, Japan.
-
- From The Fabricator

Okay Industries names VP – Costa Rica Operations
Okay Industries Inc., New Britain, Conn., a contract manufacturer of components and subassemblies for global medical device OEMs, has promoted Mario Chaves Sr. to vice president – Costa Rica Operations.
-
- From The Fabricator
Ford recalls certain 2021 Ford Expedition and Lincoln Navigator SUVs for potential under-hood fire concern
Ford Motor Co. is advising customers of certain 2021 Ford Expedition and Lincoln Navigator SUVs to park their vehicles outside and away from structures while Ford investigates the cause of under-hood fires.
-
- From The Fabricator
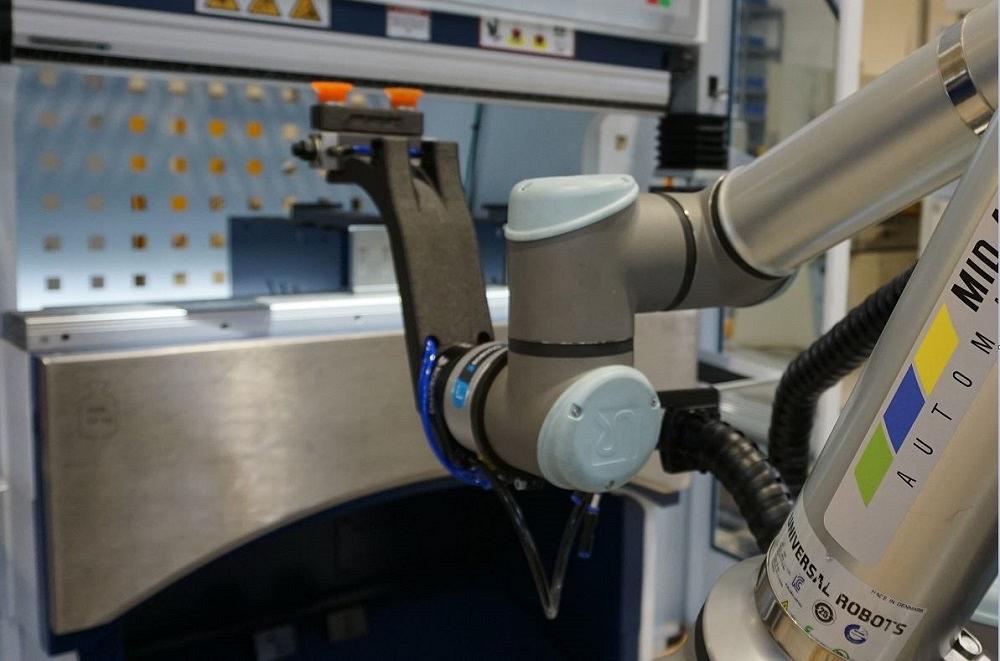
Metal fabrication robots get more mobile with mix of technology and cross-training
Whipsaw moves in supply and demand require fabricators to be agile, so much so that automation tied to specific processes doesn’t always make sense. They need to move automation to where it’s needed.
-
- From The Fabricator
Mate Precision Technologies wins two awards for employee wellness program
Minneapolis-based Mate Precision Technologies, a manufacturer of workholding, punch press tooling, press brake tooling, and laser components, has won two awards for its CheckMate Wellness Program for employees.
-
- From The Fabricator

Beckwood Press to build deep-draw sheet hydroforming press for MuShield
St. Louis-based Beckwood Press Co., a manufacturer of custom hydraulic and servo-electric presses and automation systems, has been awarded a contract by MuShield to engineer and build a Triform 16-15-7DD.
-
- From The Fabricator

Reducing downtime with condition-based maintenance
Condition-based maintenance (CBM) allows operators and maintenance teams to predict and prevent equipment failures before they interfere with production.
-
- From The Fabricator

Forming laser-cut piece parts on a press brake
Punching is the long-standing choice for adding forms to laser-cut parts, but combining punching tool components in press brake tooling can eliminate the need for that machine.
-
- From The Fabricator

New vehicle mileage standards released; Tesla raises concerns about steel tariffs
Some automotive companies as well as metal stampers and other tier suppliers aren’t pleased with the newly released corporate average fuel efficiency standards from the National Highway Traffic Safety Administration (NHTSA).

Troubleshooting homing problems on a CNC tube bender
When a bender’s control system can’t complete the homing process, production can come to a halt. Troubleshooting the problem requires an understanding of how each axis is homed.
-
- From The Fabricator
Reducing defects, improving ROI with direct-drive motors
The type of motor used in a servomechanical press—traditional geared, chain drive system, or direct drive—can dramatically affect the final product. Using a direct-drive motor in next-generation stamping presses can increase speed and stroke optimization while requiring fewer parts and producing much less vibration throughout the process.
-
- From The Fabricator
Engineering Angle: Strategies for designing a draw die face, Part I
Draw die design historically has been based on experience, intuition, and trial and error. Researchers at Oakland University present some alternative data-based strategies.
-
- From The Fabricator

An invitation to attend Stamping in an EV World Conference
The one-day Stamping in an EV World Conference will delve into the dynamics of the shift from ICE vehicles to EVs, and how it affects stamping. It will touch on changes to the vehicle architecture, design, and manufacture, as well as explore the entire electric vehicle environment, from stamping and fabrication of the vehicles and their components themselves to charging stations and battery technology.
-
- From The Fabricator

CDH Custom Roll Form adds manufacturing capacity
CDH Custom Roll Form has announced that additional manufacturing capacity is now online at its Warren, Ohio, facility after installation of a new line.
-
- From The Fabricator
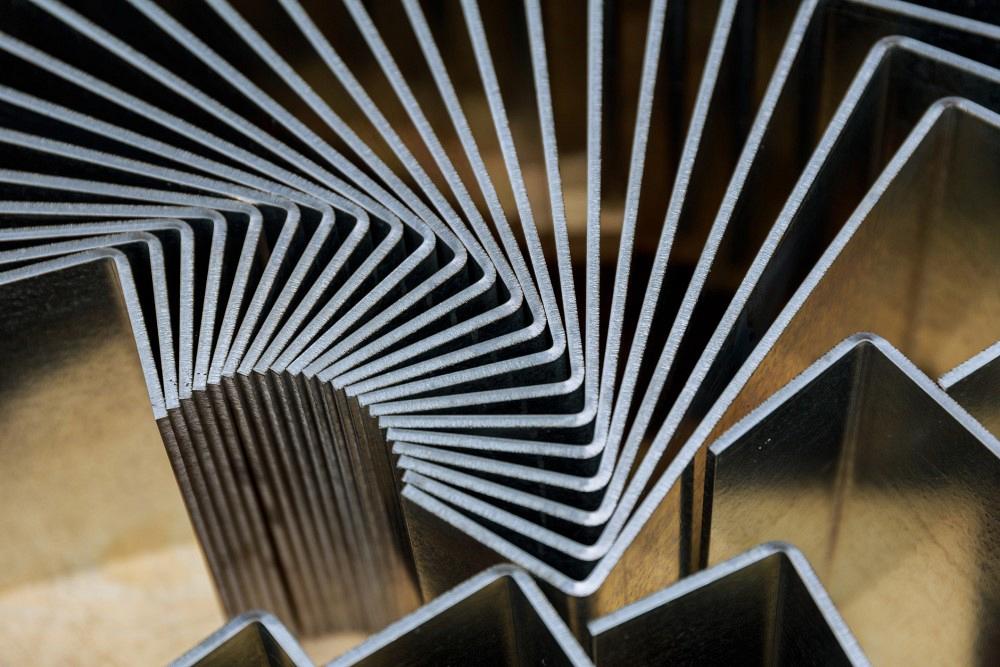
Die Science: Metal bending basics on the stamping press, Part II
In Part II of a two-part series, Art Hedrick discusses one of the keys to getting the desired bend angle is to design the die so that it can be adjusted quickly, safely, and effectively to compensate for incoming material variability.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
