















Bending and Forming - Page 29
-

- From The Fabricator

Volvo Cars invests in new press hardening furnaces from AP&T
Volvo Car Body Components in Olofström, Sweden, has ordered two new multilayer furnaces from AP&T for the production of press-hardened automotive components.
-
- From The Fabricator
Ready Technology unveils new website
Dayton, Ohio-based Ready Technology, a provider of components to the metal stamping industry, has launched a new website at www.readytechnology.com.
-
- From The Fabricator

Electric press brakes surge forward
Electric press brake experts at OEMs Prima Power, Boschert Gizelis, and Automec weigh in on how the technology is evolving to address metal fabricators’ productivity, the skilled worker shortage, safety, and the shop environment.
-
- From The Fabricator
10 stamping industry bumper stickers
Here are 10 expressions that only metal stampers can say with a straight face.
-
- From The Fabricator

TRUMPF Inc. promotes bending product managers
TRUMPF Inc. has named Roger Michaud as product manager for TruMatic, TruPunch, and TruBend stand-alone machines at its North American headquarters in Farmington, Conn. He began his career at TRUMPF in 2004 as a laser engineer apprentice and material handler. He also held various positions in sales,...
-
- From The Fabricator

Industrial Innovations hires director of sales
Grandville, Mich.-based Industrial Innovations Inc. has hired Rodney Yeomans as director of sales and business development.
-
- From The Fabricator

AIDA-America announces staffing changes
AIDA-America, a metal stamping press manufacturer in Dayton, Ohio, has announced the reassignment of two current employees and the addition of a third
-
- From The Fabricator
Addicted to high-powered laser cutting
Twinsburg, Ohio-based Fabricating Solutions is always on the search to upgrade the power of its laser cutting machine, which the fab shop views as a prime competitive advantage.
-
- From The Fabricator

Still Building America: Vvolfy Metalworks and the circus, Part II
In Part II, Mitch Kraemer explains how, despite no experience with working with metal, Tim Omspach partnered with him to start Vvolfy Metalworks, entered the circus industry, and expanded the business to two U.S. locations.
-
- From The Fabricator
Engineering Angle: Die wear of 3D-printed tools when stamping aluminum sheet
CAMM researchers recently studied die wear in 3D-printed tools during room-temperature stamping of aluminum alloy 5754 sheet.
-
- From The Fabricator
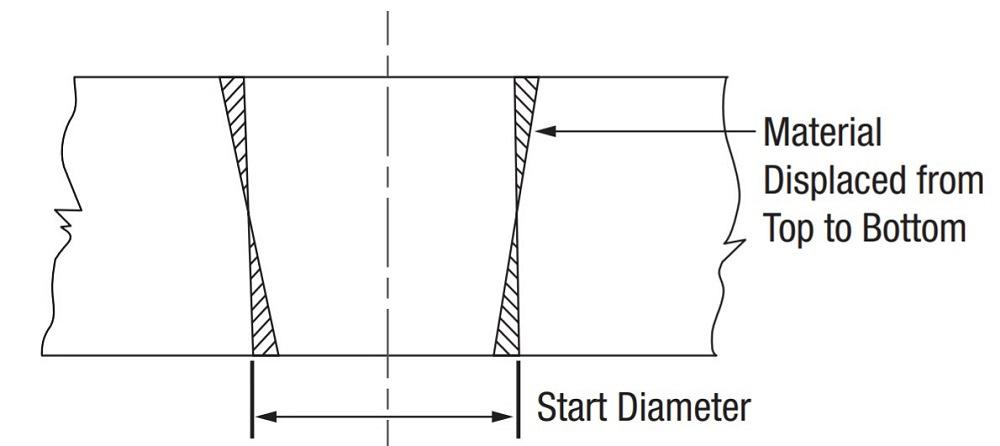
Ask the Stamping Expert: How to calculate tonnage and force for swaging
Ask the Stamping Expert columnist Tom Vacca gives advice for skiving a pitman arm part and sizing a stamping press.
-
- From The Fabricator

The 101 on various sensors for stamping operations
Many types of object-detection sensors are used in stamping. Some of them, such as a limit switch, require direct contact with the objects. Others, such as proximity sensors, need to be in close physical range but do not make contact with the object. Still others, such as photoelectric, laser, and ultrasonic sensors, can detect objects from much farther distances.
-
- From The Fabricator

Die Science: Friction and heat in metal stamping
Friction and heat can be good or bad in stamping, depending on the application and lubricants used.
-
- From The Fabricator
MPE acquires Racine Metal-Fab
Midwest Products & Engineering (MPE), a BPOC portfolio company, has announced the acquisition of Racine Metal-Fab Ltd. (RMF), a fabricator of complex, precision sheet metal components and subassemblies.
-
- From The Fabricator

Coe Press Equipment names regional sales manager for Georgia, Carolinas
Coe Press Equipment, Sterling Heights, Mich., has appointed Terry Sawyer as a new regional sales manager for Georgia, South Carolina, and North Carolina.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Steel industry reacts to Nucor’s new weekly published HRC price

2
How to set a press brake backgauge manually

3
Capturing, recording equipment inspection data for FMEA

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
