















Bending and Forming - Page 3
-

- From The Fabricator
Mid Atlantic to offer course on press brake fundamentals
Mid Atlantic Machinery will host “Fundamentals of Press Brake Bending,” a course for local fabricators and OEMs, at its Harrisburg, Pa., facility Dec. 6-7, 2023. The course will be presented by Steve Benson, president of ASMA LLC and writer of The Fabricator’s Bending Basics column....
-
- From The Fabricator

Sheet Metal Supply expands in-house equipment line to fabricate thicker metals
Sheet Metal Supply, a fabricator and supplier of custom metal construction products in Grayslake, Ill., has invested in new equipment to expand its capability into heavier metal products.
Improving part consistency with CNC tube benders
Questions about variations in bent tubes typically can be answered by addressing a few common issues with the raw material or the machinery.

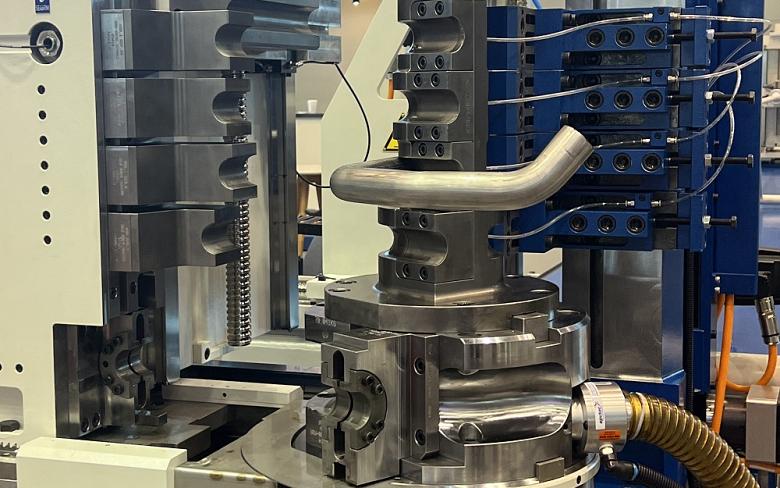
Tube benders help keep aircraft parts flying well
Tubes and Ducts Maroc Aerospace needed to ensure that its tubes were bent with repeatable precision. It picked a machine builder with experience doing just that.
-
- From The Fabricator

Davi expands service and after-sales support division
Italy-based Davi Inc., has expanded its service and after-sales division to supply customers with more support, including machine installation, readily available spare parts and accessories, immediate response to service needs, preventive maintenance programs, and customized technical training...
-
- From The Fabricator

Rethinking safety for novice press brake operators
Press brake safety devices continue to evolve for metal fabricators as more inexperienced operators join the ranks.
-
- From The Fabricator

Manufacturing camp sets kids on a good trajectory
Kids at a recent Nuts, Bolts & Thingamajigs camp at Duanesburg Central School got to launch rockets, but more important, figure out how to do build something cool that works.
-
- From The Fabricator

MC Machinery Systems appoints fabrication division VP of sales
MC Machinery Systems, Elk Grove Village, Ill., has promoted Shane Herendeen to fabrication division vice president of sales.
-
- From The Fabricator
Stilfold to deliver metal folding machine to Georgia Tech
Stilfold has sold its first “industrial origami” metal folding machine in a deal with Georgia Tech’s School of Civil and Environmental Engineering.
-
- From The Fabricator
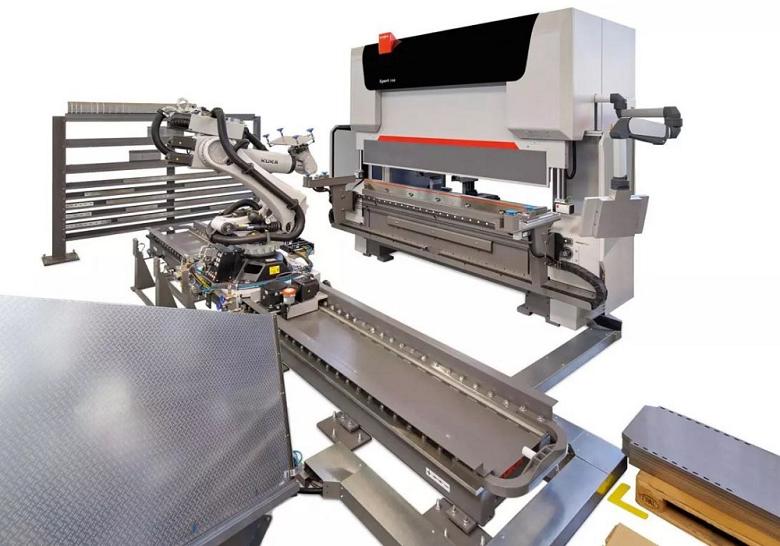
Modular, automatic bending cell adapts to sheet metal fabricators’ needs
Bystronic has enhanced the Xpert Pro press brake to create a fully automatic bending cell that offers efficiency and flexibility for small and large manufacturing companies.
-
- From The Fabricator
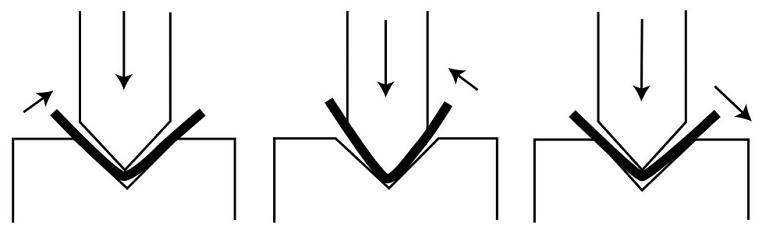
Transitioning from bottom bending to air forming on the press brake
Both bottoming and air forming have their place. But over the long term, air forming is probably the way to go.
-
- From The Fabricator

Automated press brake cell processes parts up to 24 by 32 in.
BLM GROUP offers the new ProBend automated press brake cell.
-
- From The Fabricator

MC Machinery Systems appoints Midwest regional sales manager
Fabrication equipment manufacturer MC Machinery Systems, Elk Grove Village, Ill., has hired Mark Hanley Jr. as Midwest regional sales manager for lasers, laser automation equipment, and press brakes.
-
- From The Fabricator
NADDRG to host winter conference on sheet metal formability
The North American Deep Drawing Research Group, an organization for industry and academic professionals working in sheet metal formability, will host its Winter Research Symposium Dec. 6 in Troy, Mich.
-
- From The Fabricator

3 steps to refreshing a metal fabrication shop's press brake department
What happens to a metal fabrication shop when experienced skilled workers leave a forming department? If the process isn’t under control, chaos can reign.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
