















Testing and Measuring - Page 3
-

- From The Fabricator

Formula 1 subcontractor accelerates quality control with portable arm
Situation Toolmaking and subcontract machining company GT Tooling takes inspection and measurement very seriously. The company is heavily involved in supplying Formula 1 teams with patterns, jigs, fixtures, and aluminum soft tools for producing composite race car parts. It manufactures injection...
-
- From The Fabricator

Olympus Vanta hand-held XRF analyzer designed for ease of use
The Vanta hand-held X-ray fluorescence (XRF) analyzer from Olympus provides rapid elemental analysis and alloy identification.
-
- From The Fabricator
What makes datum features good or bad?
Mike Matusky answers questions about datum features and the roles of designers, drafters, and engineers in part production.
Xiris SeamMonitor camera-based system monitors weld alignment in GTAW tube mills
Xiris Automation has introduced the new SeamMonitor, a camera-based, real-time measurement tool that monitors the alignment of torch tip to weld seam, as well as weld seam size, on GTAW tube mills.
-
- From The Fabricator

Starrett names sales and marketing director
The L.S. Starrett Co., Athol, Mass., a manufacturer of precision measuring tools, gauges, and metrology systems, has promoted Michael Connor to sales and marketing director North America, industrial products.
-

- From The Welder

Xiris appoints new president
Xiris Automation, a provider of weld cameras and inspection systems, has appointed Lyle Moroz as president.
-
- From The Fabricator

When is it acceptable to use limit tolerancing instead of GD&T?
ASME Y14.5 recommends geometric dimensioning and tolerancing (GD&T) for defining the features of a part, but the standard allows for limit tolerancing on features of size.
-
- From The Fabricator
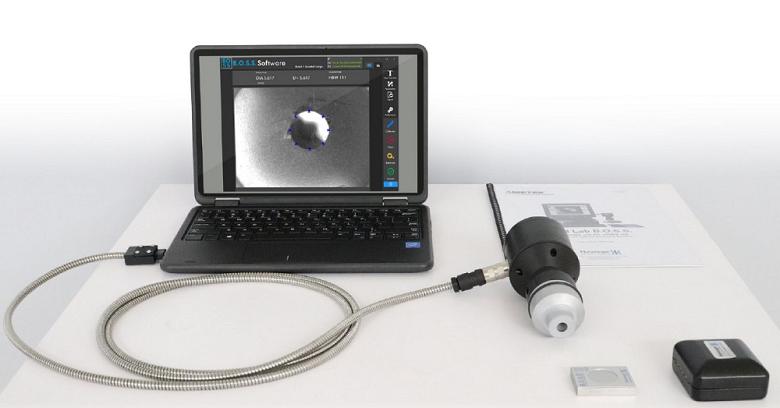
Brinell Optical Scanning System from Ametek includes configurable display
Ametek Newage Testing Instruments has launched a new version of its Brinell Optical Scanning System (B.O.S.S.).
-
- From The Fabricator

Xiris names key account manager
Xiris Automation, Burlington, Ont., has named Steve Jeter as key account manager, based in Tulsa, Okla.
-
- From The Fabricator
How metal fabricators can keep customers happy, verify the material
A webinar describes how a mobile metal analysis tool ensures that metal entering a fab shop is the metal the customer expects to be leaving.
-
- From The Fabricator
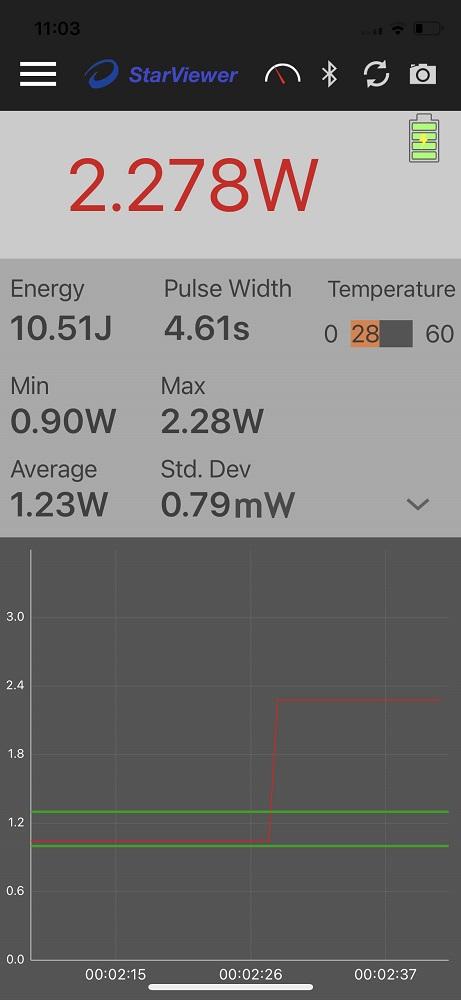
MKS Ophir StarViewer iOS app delivers stand-alone measurement of high-power lasers
MKS Instruments Inc. has introduced the Ophir StarViewer iOS app, which delivers laser power and energy measurements wirelessly to iPhones and iPads.
-
- From The Welder
Xiris Audio AI sends alarm when it detects welding defects
Xiris Automation has released the Audio AI artificial intelligence tool to process welding audio signals.
-
- From The Fabricator

SmartTech3D partners with Oqton to offer automated quality control systems
3D scanner manufacturer SmartTech3D has announced a worldwide partnership with Oqton, a 3D Systems-owned provider of software for inspection and reverse engineering based on 3D scan data.

Laser-based system focuses tube weld inspection on data
It didn’t take long for Xiris Automation’s WI-2200 laser-based welding inspection system to make believers of even the veterans at Tata Steel’s Tubes Netherlands division.
-
- From The Fabricator

Verisurf Software, Wenzel America announce OEM reseller agreement
Verisurf Software Inc. and Wenzel America Ltd. have entered into an OEM reseller agreement under which Wenzel customers can select Verisurf measurement and inspection software for new and legacy CMM devices directly from Wenzel.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
