
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
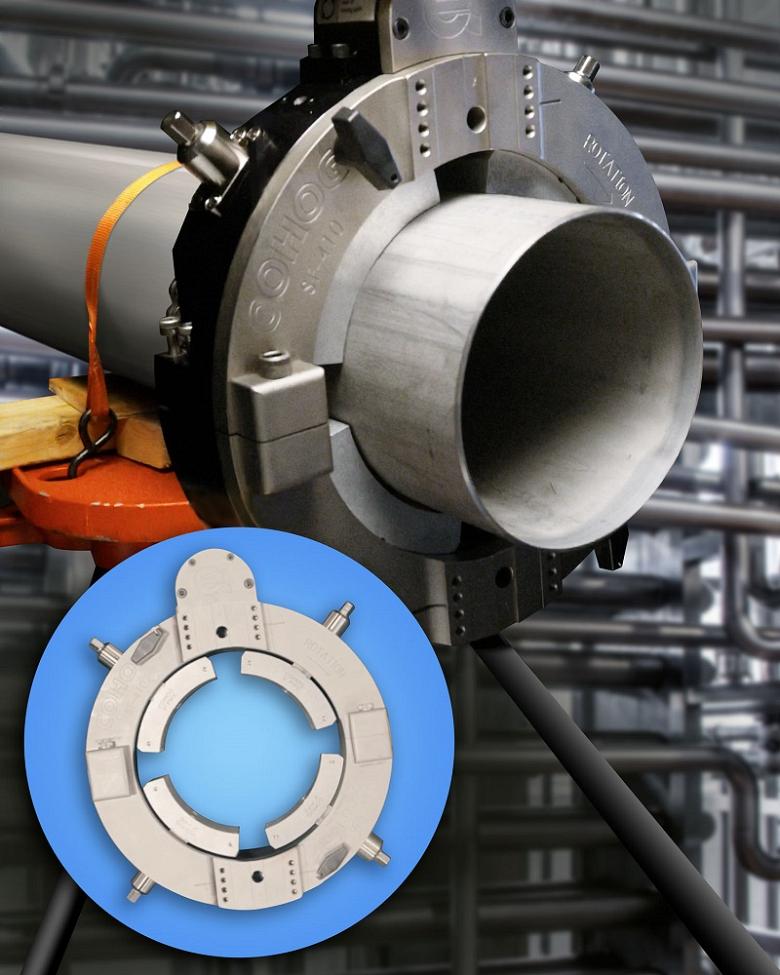
The COHOG split-frame tube beveling machine is available from Esco Tool.

Indianapolis-based Maddox Industrial Group (MIG), a provider of industrial systems to the air separation, energy, refining, petrochemical, and wastewater industries, has announced its strategic expansion into the Gulf Coast region.

Heading into the future with a dual leadership approach, tube bending machine manufacturer Schwarze-Robitec is now operating with two managing directors.
OSH Cut offers automated quoting for flat sheet cutting and bending. The fabricator now is diving into near-instant quoting for laser tube cutting.
Bolt Construction Inc., a general contractor specializing in pipe fabrication and plant construction, is adding a fully equipped blast room and paint booth from Ivyland, Pa.-based Titan Abrasive Systems to its headquarters in Youngstown, Ohio.

As haunting as the demise of newspapers is, their fate doesn’t have to be shared by anyone, even a tube and pipe industry struggling to find and retain workers.
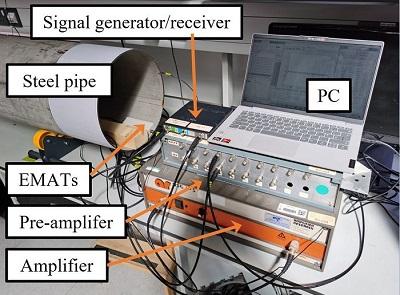
An inspection design method by which mobile robots can inspect large pipe structures has been demonstrated with the successful inspection of multiple defects on a 3-m-long steel pipe using guided acoustic wave sensors.

When Illinois-based tube fabricator Morton Industries invested in its own blast room, it continued a post-fire re-creation of its business.

Esco Tool has introduced the COHOG split-frame, clamshell-style pipe cutting and beveling machine.
Pipe & Steel Industrial Fabricators Inc. has announced plans for a $4.3 million expansion of its manufacturing facilities in Denham Springs, La. The project is expected to create 32 direct jobs while retaining 57 existing positions. In addition to technology and equipment upgrades, the...
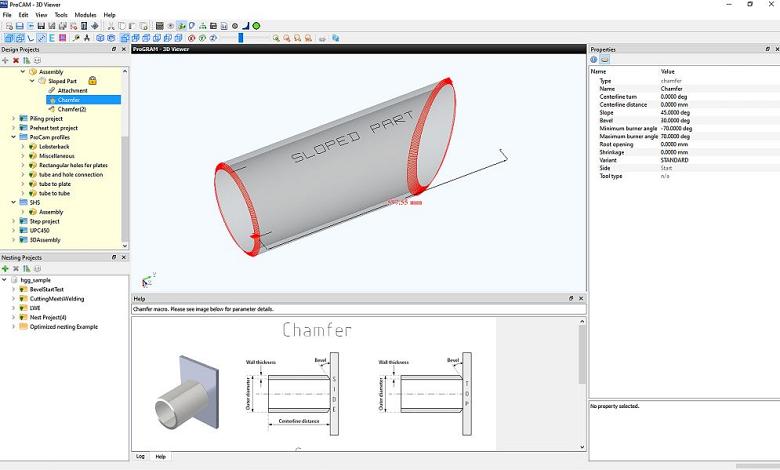
HGG Profiling Equipment offers ProCAM and ProCAM Lite software designed to help users of its 3D profiling machines maximize throughput and material usage.
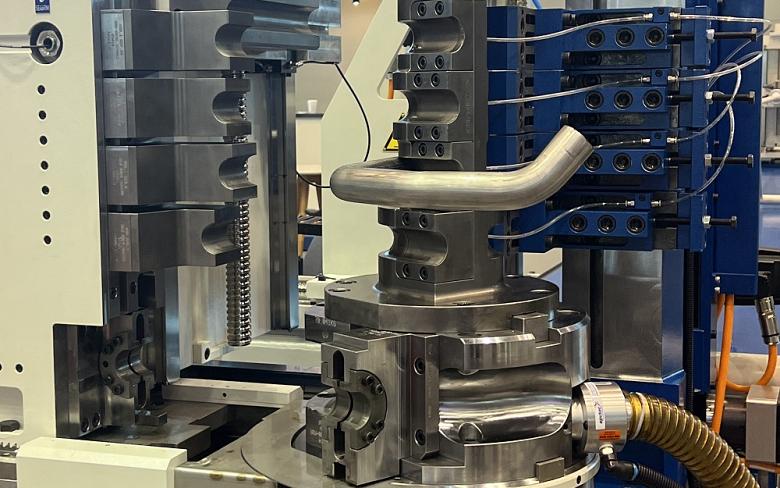
Questions about variations in bent tubes typically can be answered by addressing a few common issues with the raw material or the machinery.

Waterloo, Ont., tech developer Nasarc Technologies addresses tip change delays and weld gun ergonomics issues with new product releases.

Tubes and Ducts Maroc Aerospace needed to ensure that its tubes were bent with repeatable precision. It picked a machine builder with experience doing just that.

Two schools in the Midwest, Hartford Union High School in Wisconsin and Cary-Grove High School in Illinois, are doing something about the shortage of skilled manufacturing workers.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




