















Punching and Other Holemaking - Page 4
-

- From The Fabricator

Designing and fabricating a wet bar countertop out of brass
Nick Martin of Barnes MetalCrafters details how he and his job shop designed and fabricated a wet bar countertop made of a material they rarely use: brass.
-
- From The Fabricator
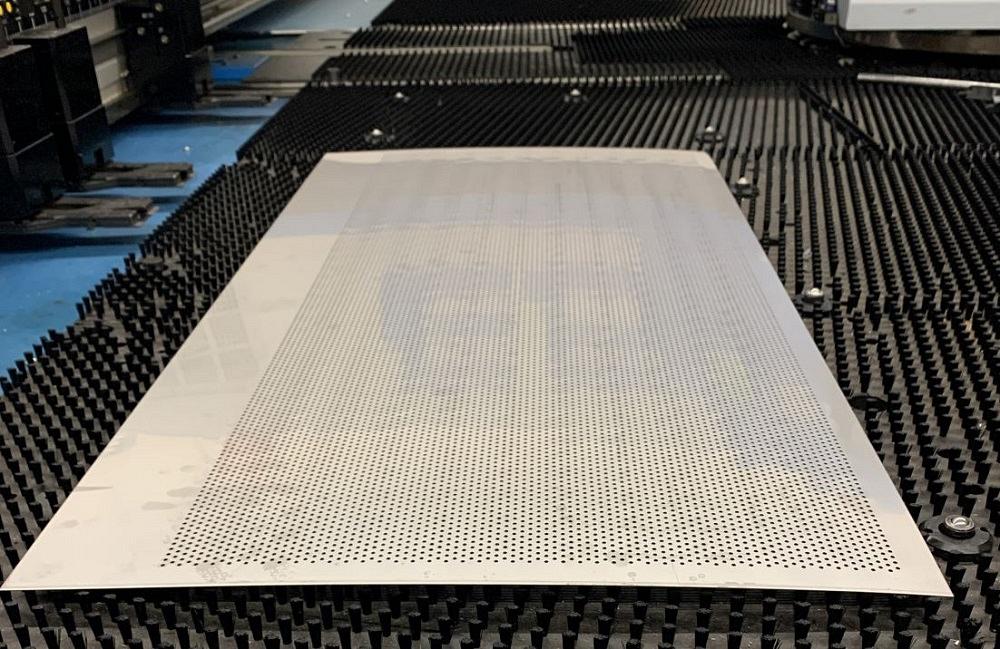
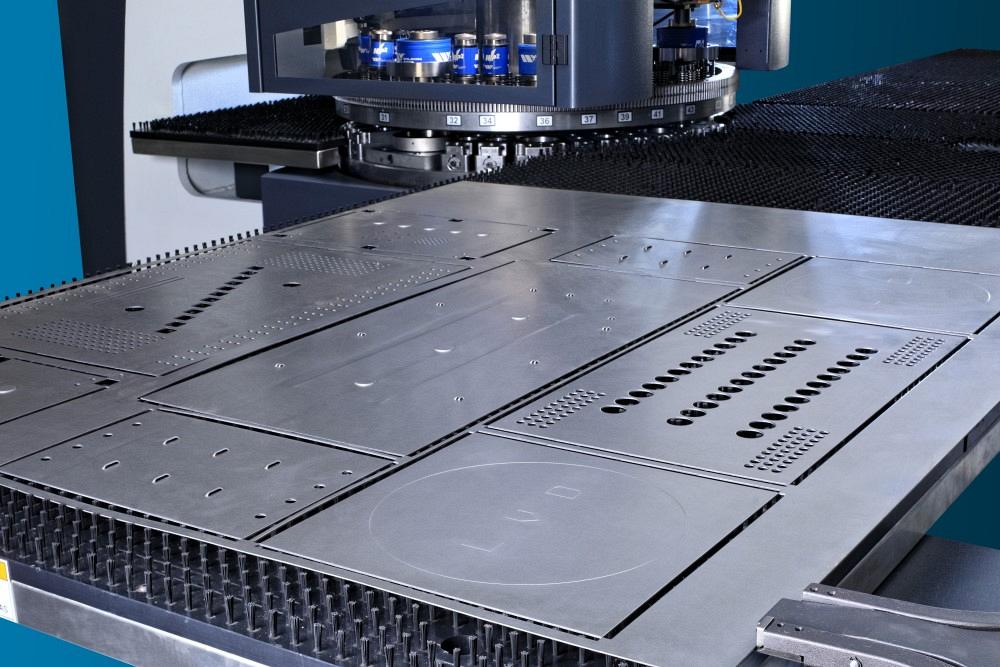
Holemaking in sheet metal: Laser cutting or punching machines?
Even with the advancement in laser cutting technology, punching machines still stand out as a suitable technology for metal fabricators who need to punch a multitude of holes.
-
- From The Fabricator

Talkin' Shop with Metal Shop Masters: How artist Rae Ripple ended up on Netflix
Texas metal sculpture artist and welder Rae Ripple is featured in the first episode of our Talkin' Shop with Metal Shop Masters series, where we speak with contestants from the Netflix show Metal Shop Masters.
-
- From The Fabricator
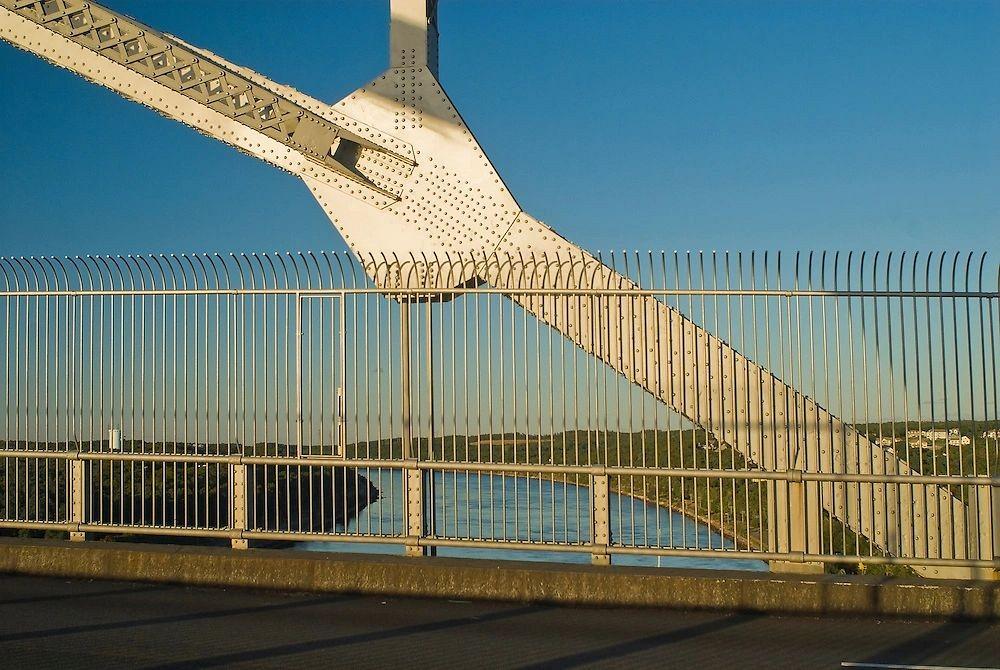
Auciello Iron Works revitalizes its structural metal fabrication shop
With key employees aging, Auciello Iron Works was like a dying church. Now the Hudson, Mass.-based bridge railing, structural, and miscellaneous fabrication shop is on a different, more sustainable path with new technology and a modernized workforce.
-
- From The Fabricator

Mag drilling for the non-production metal fabricator
Portable magnetic drilling up to 1-1/2 in. dia. for general fabrication from Michigan-based manufacturer Hougen Mfg.
-
- From The Fabricator

LVD’s Strippit V30 1550 turret punch press features 200-in. X axis
LVD North America has introduced the Strippit V30 1550, a heavy-duty, 33-ton turret punch press featuring a 200-in. X axis.
-
- From The Fabricator
Amada EML-AJ punch/fiber laser machine achieves uninterrupted operation
Amada’s EML-AJ series is a high-speed punch/fiber laser combination machine designed to perform multiple processes on a single machine.
-
- From The Fabricator

TRUMPF’s TruMatic 3000 delivers high-quality punched and laser-cut parts
The compact TruMatic 3000 from TRUMPF combines punching technology with fiber laser cutting.
-
- From The Fabricator

The pride of ownership in laser cutting and punch machine programming
Machine programmers who think of the big picture, including sheet metal yield and how a nest affects downstream fabrication processing—can help boost manufacturing throughput and make life easier in the shop.
-
- From The Fabricator
Mika Metal Fabricating launches website
Mika Metal Fabricating, a Willoughby, Ohio, custom sheet metal fabricator, has launched a new website at www.mikafab.com.
-
- From The Fabricator

Scotchman 5014-ET ironworker includes three-station revolving turret
The Scotchman Industries 5014-ET 50-ton ironworker features a three-station revolving turret that accepts up to three different punch sizes, changeable in seconds, the company states.
-
- From The Fabricator
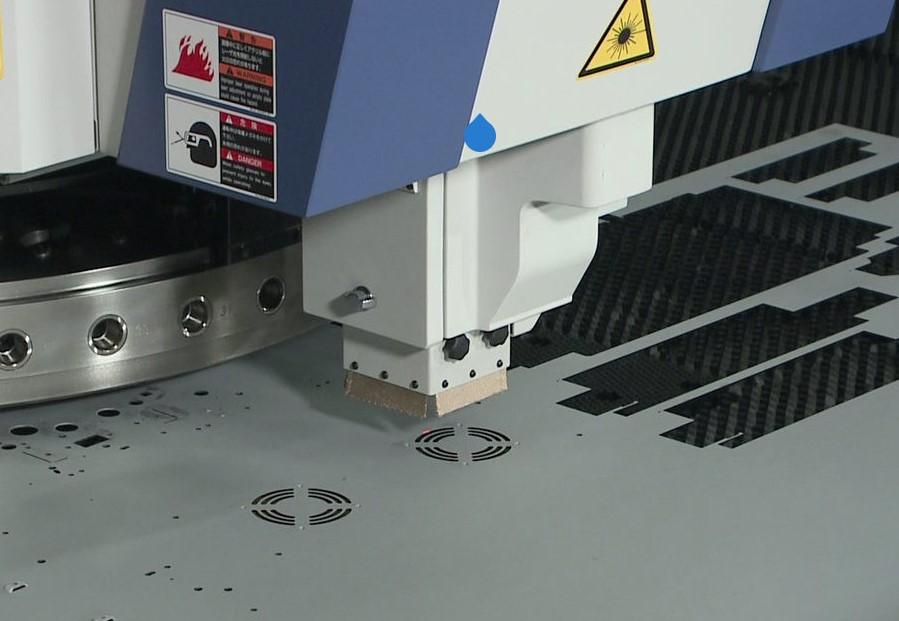
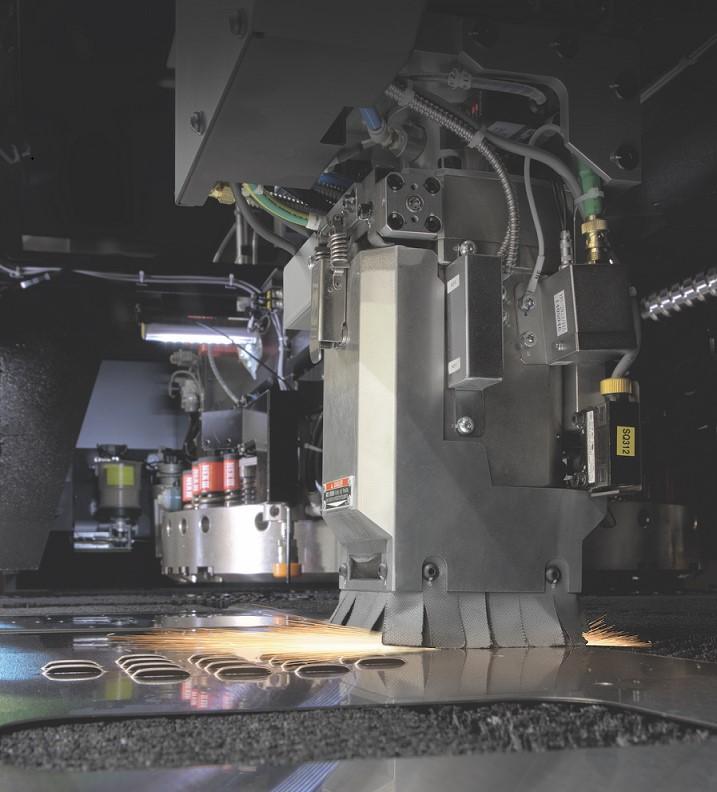
Is a punch/laser machine right for your operation?
As with any technology, punch/laser machines have their advantages and disadvantages for some shops. Considering them all will help metal fabricators determine if such a machine is a good fit.
-
- From The Fabricator
Thoughts on punching tool management
Smart punch tooling management can help even less experienced metal fabricators maximize uptime on their precision punching equipment.
-
- From The Fabricator

Palmgren’s general-purpose Shop Tap handles multiple hole sizes
The Shop Tap parallel-arm tapping system from Palmgren is suitable for tapping, small, medium, or large holes.
-
- From The Fabricator

Bystronic forms Smart Factory Solutions Team
Bystronic, Inc., Hoffman Estates, Ill., a manufacturer of sheet metal processing equipment, has established a Smart Factory Solutions Team with extensive experience in demonstrating and implementing digital Industry 4.0 systems for manufacturing supply chains and manufacturing plants.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




