
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

Victaulic has introduced the RG1200 roll grooving tool. The compact tool allows users to complete in-place repair or maintenance jobs on 2- to 6-in. Sch. 40 and 80 carbon steel pipe (DN50 to DN150). The tool is designed to handle OGS-200 roll grooves. This mechanical tool is operated manually via a...
A production cell equipped with robotic benders and pipe encoding has been developed by transfluid Maschinenbau GmbH for processing pipes from short to very long in a single automation system. The system bends small-diameter pipe nearly 20 ft. long at a consistently high speed, the company reports....

Huntingdon Fusion Techniques HFT® has created a series of weld purge dams, using low-vapor-pressure materials that seal tightly around the circumference of the volume to be purged. Available for pipe diameters from 6 to 88 in., the single-ended inflatable weld purge dams help welders achieve low...
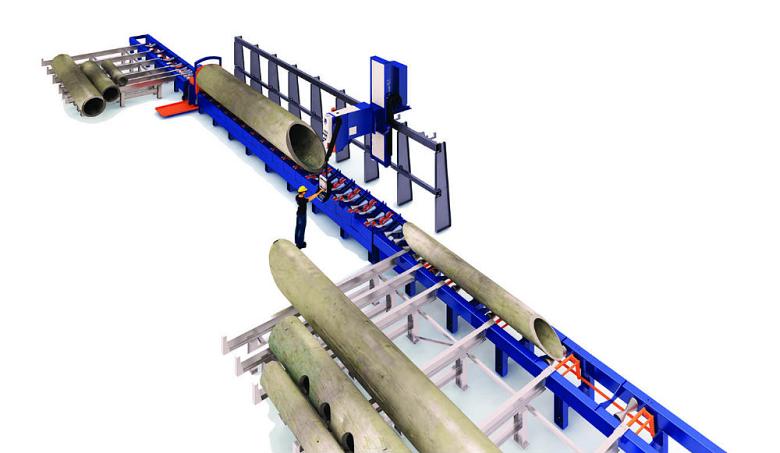
HGG’S new SPC 1200 RB pipe cutting and 3-D profiling machine combines the logistics of an automated roller bed for moving pipes in and out, while incorporating a floating chuck for pipe cutting accuracy, precision, and repeatability, the company reports. The machine accommodates pipe from 3 to 48...
Precision Tube Laser has announced plans to open a facility in southern Nevada. The facility will provide laser tube cutting services for the metal fabrication and construction industries in Nevada and surrounding states. The company expects to hire 14 workers and make an almost $1.2 million in...
The Steel Tube Institute (STI), Glenview, Ill., predicts another year of high demand for steel conduit. This strong outlook is based on discussions at recent meetings with industry leaders, contractors, and engineers. At the December 2017 meeting of the Construction Sustainability Council, the...
JBK Mfg. & Development Co., Dayton, Ohio, has sold the company to an employee stock ownership plan (ESOP), giving its workforce ownership interest in the firm. The company, which operates out of a 42,000-sq.-ft. facility, supplies tubular assemblies, parts, and fabrications for aerospace, military,...
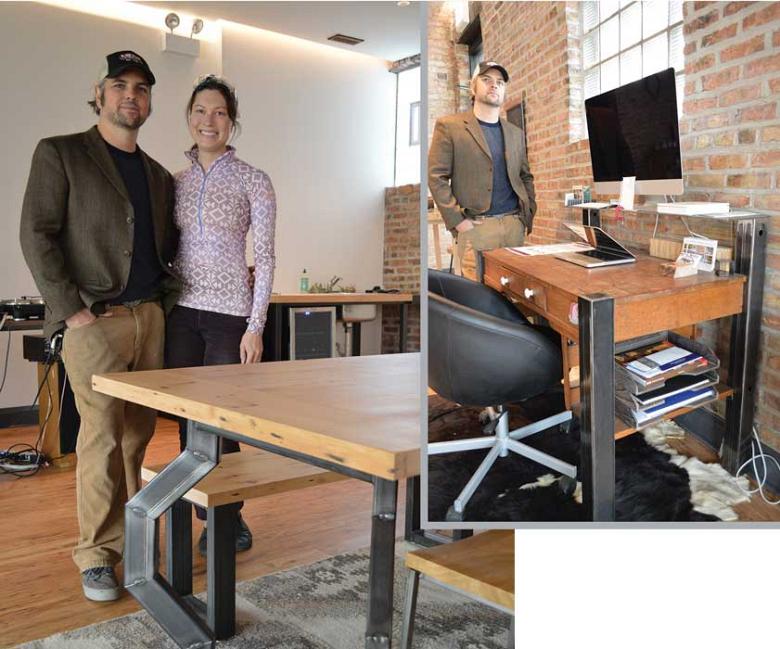
Armed with a master’s degree in fine art and a few years of fabricating experience, Taylor Wallace settled in Chicago and quickly established his company, Metal Magic Interiors, as a reliable fabricator and consultant in commercial overhauls and rehabilitation projects
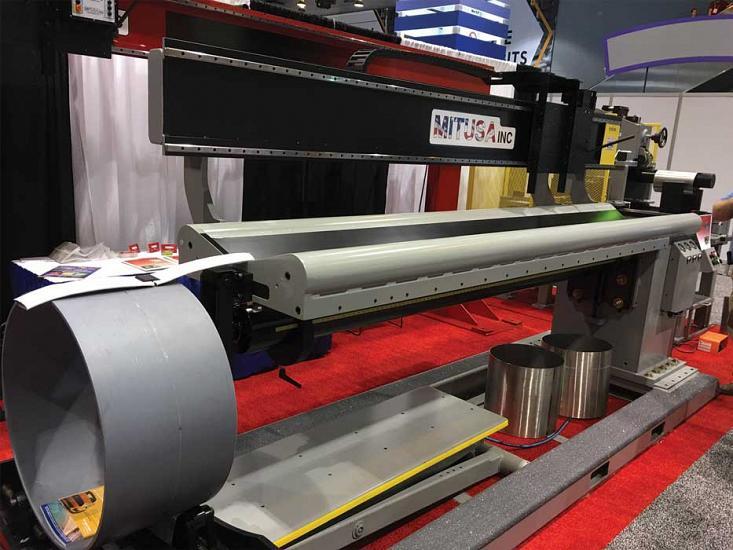
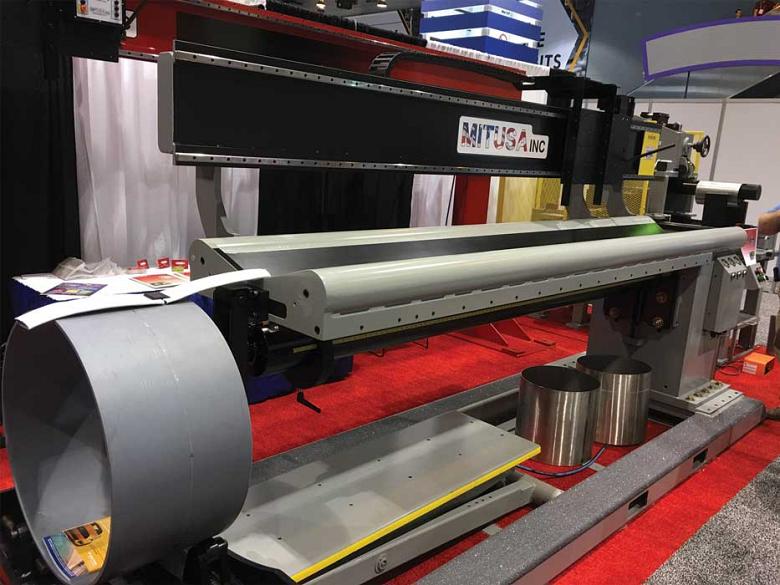
MITUSA Inc. has introduced a seam welding unit that uses linear rails with bearing blocks to move as the seam is made on the tube or pipe. According to the company, this design gives the track a strong hold and allows free travel of the carriage. This additional strength contributes to more...
Three months before the start of wire 2018—International Wire and Cable Trade Fair—and Tube 2018—International Tube and Pipe Trade Fair—exhibitors have booked a record 1.29 million sq. ft. of net exhibit space. This is about 107,600 sq. ft. more than at the 2016 event and the largest amount...
Leo Valerio is the best example of a metal fabricator: He sees a different way of doing things and sets forth to do it better. That's what led him to found a company aimed at building better semi-automated welding equipment.
Schmallenberg, Germany-based tube bending and processing machine manufacturer transfluid Maschinenbau GmbH has announced the addition of 10,700 sq. ft. to its production area, bringing its total floor area to more than 75,000 sq. ft. This expansion gives the prototyping department three times more...

Schwarze-Robitec offers the CNC 100 E TB MR machine for bending a wide variety of different tube and profile dimensions. According to the company, the bender provides short cycle times, high speed, and high accuracy. It has individually adjustable tools and can bend tubes with very short lengths...
Realizing what the potential of embracing building information modeling and other advanced technologies might mean for fabricating efficiencies at its shop, Shapiro & Duncan began making a transition to digital technologies about 10 years ago. Today that effort is paying off handsomely as it is able to stay on top of business even in the face of skilled workers retiring and not having great success in finding skilled replacements.

Schwarze-Robitec offers the CNC 100 E TB MR all-electric tube bender. The machine enables companies in the automotive industry to achieve serial production of pipe systems quickly and efficiently, the manufacturer states. The bender is equipped with numerous components to help reduce downtime and...

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




