















Consumables - Page 5
-

- From The Welder
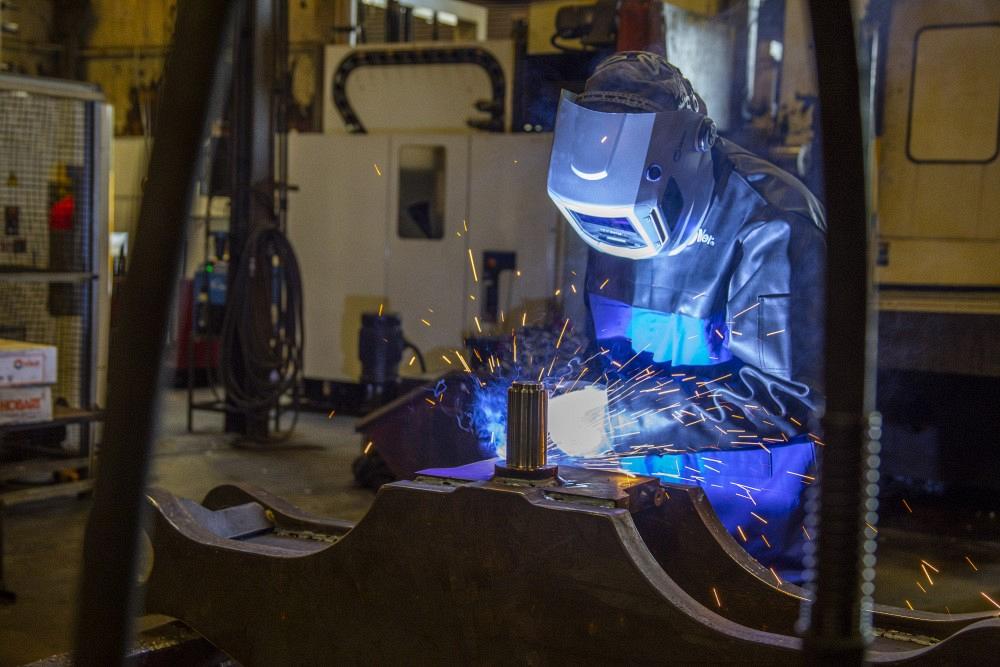
Consumables Corner: Preheat and interpass temperatures defined in welding, Part I
Consumables Corner columnists David Meyer and Rob Koltz define preheat and interpass temperatures and explain the confusion surrounding how and when to measure the two.
-
- From The Welder
How amperage, WFS, voltage, travel speed, and shielding gas affect welding
Understanding what each welding variable in a procedure is and what it does can go a long way in helping welders meet productivity goals and reduce shop downtime and rework costs.
-

- From The Fabricator

Cortec Corp. appoints COO
Cortec Corp. has promoted Director of Manufacturing Caleb Pheneger to the position of COO.
-
- From The Welder

Bernard celebrates 75th anniversary
Bernard, Beecher, Ill., is marking its 75th anniversary.
-
- From The Fabricator

Bio-Rust Preventative from Renewable Lubricants offers nontoxic corrosion protection
Renewable Lubricants has introduced Bio-Rust Preventative, a bio-based fluid that provides nontoxic, VOC-free, sustainable corrosion prevention on ferrous and galvanized steel.
-

- From The Additive Report

3D-printing the casts used to set broken bones improves patient outcomes
Colorado company ActivArmor has developed an end-to-end process for delivering casts to patients in four or fewer days.
-
- From The Welder

American Torch Tip offers manufactured GMAW consumables suitable with Bernard Centerfire
American Torch Tip Co. has announced the availability of manufactured GMAW consumables suitable with Bernard Centerfire. These products offers an option for GMAW consumables that are fully compatible with OEM. The consumables can be ordered from any of the manufacturer’s global...
-
- From The Fabricator

Airgas opens Altec Engineering Solutions Center in Ohio
Airgas has opened a new facility in Twinsburg, Ohio.
-
- From The Additive Report
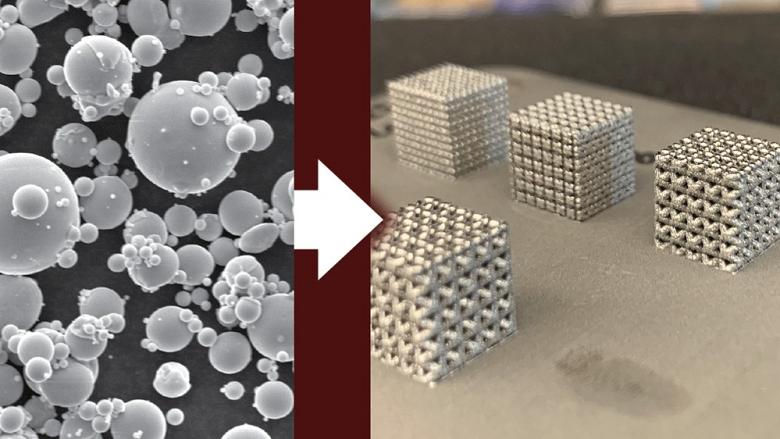
Researchers engineer superelastic shape memory alloy for 3D printing
New method could lead to wider use of nickel-titanium SMAs
-
- From The Additive Report

Oryx introduces chemical for removing 3D printing filament
Chemical dissolves 3D printing support materials quickly
-
- From The Additive Report

Pitt engineering school touts benefits of its new large-scale metal 3D printer
Gefertec 3D printer makes metal up to 900 by 700 mm
-
- From The Additive Report

Filament-style metal 3D printer
Thermoplastic 3D printer builder Raise3D also offers metal system
-
- From The Additive Report

Montana becomes first state to OK 3D-printed house walls as replacements for concrete masonry units
Florida technology company Apis Cor worked with a Montana general contractor to get approval for 3D-printed house walls
-
- From The Welder

How to reduce shielding gas costs without compromising weld quality
Small investments in shielding gas equipment can ultimately go a long way for welders in saving shielding gas while maintaining high weld quality.
-
- From The Additive Report

Two additive manufacturing vets open equipment reseller business
Boston company focuses on selling offshore 3D printers in U.S.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Zekelman Industries to invest $120 million in Arkansas expansion
