















Hydroforming - Page 5
-

- From The Welder
FABTECH hosts 31,000 visitors, covers 461,627 sq. ft.
The 2007 FABTECH® International & AWS Welding Show at McCormick Place in Chicago hosted more exhibiting companies and covered more exhibit space than any previous FABTECH. Filling 461,627 sq. ft. of booth space, the show attracted nearly 31,000 visitors from more than 75 countries, a 27 percent...
-

- From The Fabricator

Forming a new approach
Attendees of the fifth Hydroforming Conference and Exhibition, organized by the Tube & Pipe Association, International, and the Society of Manufacturing Engineers, learned that hydroforming technology is not dead yet.
-
- From The Fabricator
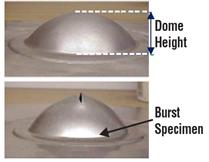
Dissecting defects - Part II
Editor's Note: This article is part of a three-part series. Part I categorizes defect types and discusses the factors that affect formed part quality; Part II covers various destructive and nondestructive tests for evaluating incoming material; and Part III is an introduction to process monitoring...
-
- From The Welder
FABTECH Intl. & AWS Welding Show returns to Chicago
The 2007 FABTECH® International & AWS Welding Show, the largest North American showcase of metal forming, fabricating, stamping, tube and pipe, and welding equipment and technology, will return to McCormick Place in Chicago Nov. 11 to Nov. 14. Cosponsored by the American Welding Society (AWS),...
Achieving aluminum's mass at steel's cost
Tube traditionally is produced with a constant wall thickness, leaving design engineers stuck with designing tubular parts and unable to optimize them. A tube with variable wall thickness changes all that. This technology allows design engineers to specify the wall thickness in various areas of a tubular component—increasing the wall thickness in bend regions to prevent splitting and decreasing wall thickness elsewhere to reduce part weight.

The evolution of tube hydroforming
More than a decade ago, tube hydroforming grew in two directions: low-pressure hydroforming (a patented process) and high-pressure hydroforming. Since then the industry has grown to include all manner of robots, laser cutting systems, punching operations, and so on. Manufacturing consultant Gary Morphy takes us through about two decades of trends and developments and sheds some light on the future of this industry.
Mate appoints president, vice chairman
Dean A. Sundquist, chairman and CEO of Mate Precision Tooling, has announced the appointment of Jack Schneider to the newly created position of vice chairman and Kevin Nicholson to the position of president. "In the new position of vice chairman, Jack Schneider will focus on strategic and corporate...
-
- From The Fabricator

Liquid curves
Sheet hydroforming has fewer restrictions when forming complicated parts, which gives styling designers and manufacturing engineersmore flexibility during the design process. To provide a stylish body shape for the Pontiac Solstice®, GM chose sheet hydroforming to manufacture its hood, door, deck lid, and body side assemblies.
Vari-form acquired by Sun Capital Partners
Vari-Form, a producer of hydroformed structural components for the automotive industry, has announced that the company has been acquired from parent-company TI Automotive as a part of the acquisition of TI Automotive's Industrial Group by a key affiliate of Sun Capital Partners Inc. The company...
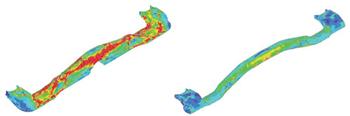
Straining to understand bending?
Before you can hydroform tube, you bend it. Then it springs back. You can compensate by overbending it, but first you have to predict the amount of springback.
The evolution of tube hydroforming
The growth in hydroforming use has slowed as tube hydroformers, particularly in the automotive industry, are taking a step back to examine process options in an effort to determine the most efficient, cost-effective process. Some even have reverted to stamping and welding formerly hydroformed parts. This article explains how the industry got to this point and where it's headed.
Warm forming magnesium, aluminum tubes
Research shows that in forming lightweight materials such as aluminum and magnesium alloys, the formability increases as the temperature increases, especially in the range from 200 degrees C to 300 degrees C (392 degrees F to 572 degrees F).1-5 The Center for Precision Forming (CPF, formerly...
Wayne Trail Technologies constructs new facility, enters new market segment
Wayne Trail Technologies, Fort Loramie, Ohio, has entered a new market segment and is constructing an additional, 30,000-sq.-ft. facility. The company has entered the robotics, welding, and fixturing market segment by acquiring Flexible Systems Engineering Inc., Tipp City, Ohio. Michael Scott, a...
Graebener Group Technologies appoints president
Graebener Group Technologies LLC, Napoleon, Ohio, a joint venture between Automatic Feed Company (AFCo), Graebener Maschinentechnik GmbH and REIKA GmbH, has announced the appointment of Richard A. Marando as president. In this position, Marando is responsible for supervising all company operations...
OSU receives grant, starts new forming organization
The Ohio State University, Columbus, Ohio, has received a grant from the National Science Foundation to establish a Center for Precision Forming (CPF). The organization will merge with the Center for Net Shape Manufacturing and conduct R&D on forming galvanized and ultrahigh-strength steel sheet;...
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




