















Laser Cutting - Page 5
-

- From The Fabricator

Part leveling wins over cannabis processing equipment maker
Las Vegas-based GreenBroz, a supplier of harvesting equipment for cannabis and hemp processors, needed help figuring out what to do with warped parts coming off the laser cutting machine.
-
- From The Fabricator
Fabcor Machinery named as MC Machinery/Mitsubishi Laser distributor
Fabcor Machinery in Eureka, Mo., has joined the MC Machinery/Mitsubishi Laser distribution network for lasers, laser automation, press brakes, and shears.
-
- From The Fabricator

5-axis laser cutting system delivers fast processing
MC Machinery has introduced the Mitsubishi FV 5-axis laser cutting system.
-
- From The Fabricator

Laser cutting robot handles elaborate cutting paths
Stäubli Robotics offers the TX2-160L HDP (high dynamic precision) robot for automotive, metal, and other manufacturing plants tasked with laser cutting of complex parts.
-
- From The Fabricator

Perfecting automated processes, flow of information in the fabrication shop
Automation software and the almighty algorithm are making metal fabrication technologies more intelligent and flexible than ever. And FABTECH 2023 in Chicago is poised to have even more digital transformation on full display.
Sponsored Content

In-house laser cutting platforms bring a change in modern manufacturing
For small to mid-sized companies, bringing laser systems in-house can be a game changer. Learn how Vytek created laser-based equipment that can do it all.
-
- From The Fabricator

7 lessons for succeeding in metal fabricating
The founder and owner of Wisconsin-based Pro Metal Works shares some business lessons that have helped him build a metal fabrication shop with $19 million in annual sales.
-
- From The Fabricator
Three fiber laser cutting systems introduced
Bystronic offers the new ByCut series fiber laser cutting systems. It includes three all-new, high-precision models.
-
- From The Fabricator

Launching a metal fabrication business from the edge of cutting technology
In just five years, Precision Tube Laser Owner Jordan Yost has used a relentless work ethic, high-end machines, and a hunger to learn everything he can about the manufacturing industry to build a rapidly growing fabrication business.
-
- From The Fabricator

TRUMPF fires mega laser to mark 100th anniversary
This year marks the 100th anniversary of fabricating equipment manufacturer TRUMPF, based in Stuttgart, Germany. To mark the occasion the company fired one of the world’s most powerful show lasers on the evening of Aug. 3, 2023.
-
- From The Fabricator

Japan’s precision sheet metal business keeps climbing
Members of the North American and European press visited the AMADA Global Innovation Center at the company’s headquarters outside Tokyo. It’s not your typical machinery showroom.
Sponsored Content
Introducing the TruLaser 8000 Coil Edition
The TruLaser 8000 Coil Edition can process up to 25 metric tons of coiled sheet metal with no human intervention. With integrated leveling, cutting and part removal, it’s ideal for companies interested in flexible, high-volume solutions for sheet metal fabrication. More Information
-
- From The Fabricator

TRUMPF Inc. names new heads of laser applications, engineers
TRUMPF Inc. has named Ian Frank as head of applications engineers for TruLaser laser cutting machines and Travis Stempky as head of laser technology applications
-
- From The Fabricator
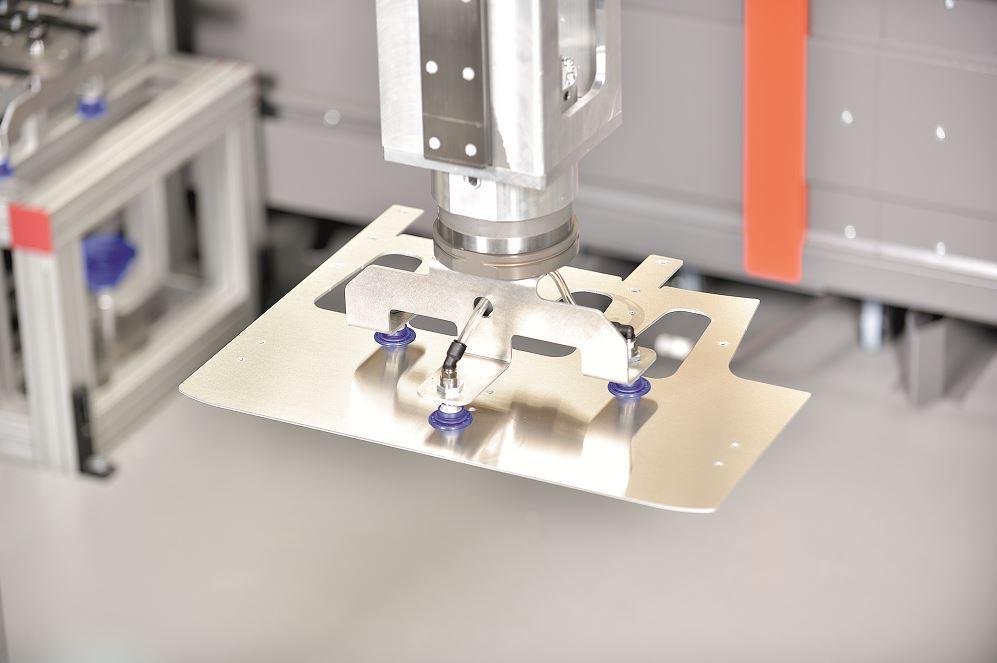
High-powered lasers change the rules of precision sheet metal
High-powered fiber lasers cut extraordinarily quickly. That’s great, but what happens to those parts after they’re cut? The rules of laser cutting management have changed.
-
- From The Fabricator
Steel Craft Corp. adds laser cutting system
Steel Craft Corp. has added a TRUMPF TruLaser Center 7030 to its facility in Hartford, Wis.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Supporting the metal fabricating industry through FMA
