
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
Nelson Global Products Inc., a Stoughton, Wis.-based manufacturer of tubular and exhaust products, has promoted Steve Scgalski to the position of CEO. He previously served as president/COO of Nelson’s On & Off Highway business. He succeeds Sergio Carvalho, who resigned in November for personal...

When industrial filter and filter housing manufacturer Filter Technology Inc. had one too many late and substandard shipments of steel components, it took matters into its own hands and started cutting pipe and making plate components using a band saw and machining centers. Then its staff went to FABTECH and saw a Soitaab plasma machine with a bed for flat parts and chucks for pipe.

Shopping cart manufacturer Technibilt incorporates automation in its shopping cart manufacturing but recently took a big step forward. Find out more here.

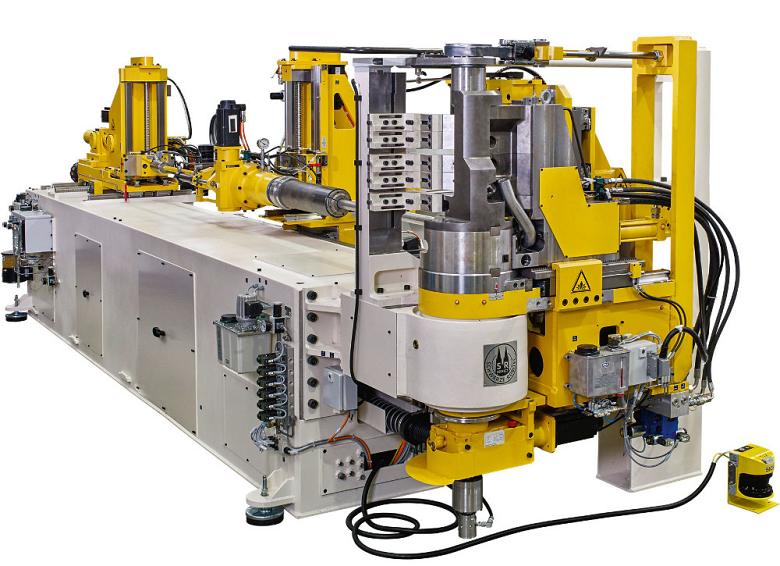
Transfluid offers the t bend DB 630 CNC bending machine for pipes up to 1.65 in. dia. While the machine usually processes the parts in a clockwise direction, it can be converted to counterclockwise bending for smaller diameters. For the processing of smaller pipe diameters, a quick change of the...

Huth Ben Pearson Intl. has introduced a new end forming machine for large tube and pipe expansions. The 1674V achieves expansions from 1-1/2 to 12 in. The machine has two expanding cylinders, mounted vertically. The vertical orientation uses gravity to hold the part against the expander head and...
Madera, Calif.-based tube bending machine manufacturer Horn Machine Tools Inc. and Omni-X MX S. de R.L. de C.V. have entered into an exclusive sales and service alliance for Mexico and South America. Located in Querétaro, Mexico, Omni-X MX manufactures tooling for tube bending and tube end forming...
Schwarze-Robitec offers the CNC 80 E TB MR tube bending machine, developed for the series production of tube systems, commonly used in the automotive industry. A disconnecting device integrated into the bending tool makes it possible to bend and separate tube components at random lengths in a...
Lafayette, Colo.-based Magswitch Technology’s first magnetic drill to market, the MagDrill Disruptor 30, is a winner in the fourth annual Pro Tool Innovation Awards. The machine, designed for pipe drilling and hole cutting, handles round and thin material. It combines the company’s patented...
ASTM Intl., W. Conshohocken, Pa., is creating a consolidated reference guide for engineers and consultants who want to use stainless steel in transportation and construction projects. “The proposed standard will be a practical guide for engineers to use when plans and specifications are being...
Burr Oak Tool, Sturgis, Mich., a designer of customized production machinery for the heat transfer and tube processing industries, has named Montreal-based Tubex Technology Machinery Inc. as a representative in Canada. Tubex is a provider of tube forming, bending, and cutting machines for the HVAC,...

Rattunde Corp., Caledonia, Mich., a builder of metal tube and bar processing machinery, recently marked its 10-year anniversary with a technology open house. Live machine demonstrations highlighted new technology and a fully operational production system for metal tubing. The event included on-site...
BLM Group USA, Wixom, Mich., a manufacturer of tube and flat sheet processing equipment, has sold a BC80 CNC end machining center and a CM602 automatic CNC sawing machine to Tube Fabrication Industries, a fabricator of aluminum and carbon steel tubular components in Logansport, Ind. The end...
Huth Ben Pearson Intl., a manufacturer of compression pipe benders and end forming equipment in Hartford, Wis., has hired Jeanette Clayton to the newly created position of marketing and sales associate. Clayton previously worked at Guarantee Digital. She has a bachelor’s degree from the...
Burr Oak Tool, a Sturgis, Mich.-based provider of customized production machinery for the heat transfer and tube processing industries, has announced the formation of a partnership with Italy-based Sistemi Meccanici Industriali (SMI). SMI manufactures tube processing machines designed for...
Victaulic has introduced the RG5200i roll grooving tool. The fully automatic tool transmits instant feedback on the quality of the pipe and the pipe groove. The tool, which roll grooves Sch. 40 carbon steel pipe from 4 to 60 in. dia., is designed to meet ANSI specifications and the American Water...

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




