
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

BLM GROUP has reinforced its presence in Mexico, inaugurating a new office in Mexico City in the municipality of Cuautitlan Izcalli.
TransTech Energy, a Bridge Industries LLC portfolio company, through its newly formed subsidiary Metalforms LLC, has announced the acquisition of Metalforms Ltd.

Voortman Steel Machinery, a manufacturer of CNC steel processing machines, has acquired Germany-based Müller Opladen GmbH, a manufacturer of pipe processing machines.
This video features numerous examples of custom tube bending, tube laser cutting and end forming. Parts were made to customer specification for industries including aerospace, automotive, metal fabrication, and others where precise, consistent parts manufacturing is critical to the success of the end product. Learn more.

A full line of tools for tube and pipe weld preparation, including ID and OD clamping tools and specialty saws, are available for rental with same-day delivery from Esco Tool.

Leonhardt Manufacturing, a provider of tube bending and metal fabrication services, recently held a ribbon-cutting ceremony at its new Leonhardt Metal Worx facility in Hanover, Pa.

Stevens Engineers & Constructors has installed a Novarc Spool Welding Robot at its pipe fabrication facility in Middleburg Heights, Ohio, to help improve output.

BLM GROUP USA has introduced VGPNext CAD/CAM programming software for its tube bending and wire bending machines.

Immediately upon launch, INfab brought automated rotary pipe welding to its fight to stay competitive in the large-pipe fabrication business.
H-P Products, a tube bending and fabrication service provider based in Louisville, Ohio, will be taking delivery of a BLM Group LT8.20 tube laser in Q2 2023 to eliminate the need for secondary operations.

Keeping up with ever-evolving automotive industry requirements has prompted fischer group to expand its automation capabilities with a series of tube bending cells from the same manufacturer in many company facilities.

Pacline Conveyors, a manufacturer of overhead and floor chain conveyor systems, has acquired Advanced Welding, a welding and fabrication shop in Franklin, Ohio.

Unifab began life as a bus manufacturer. Today, its evolution continues apace with its latest tube laser, which it hopes will continue to win it new customers.
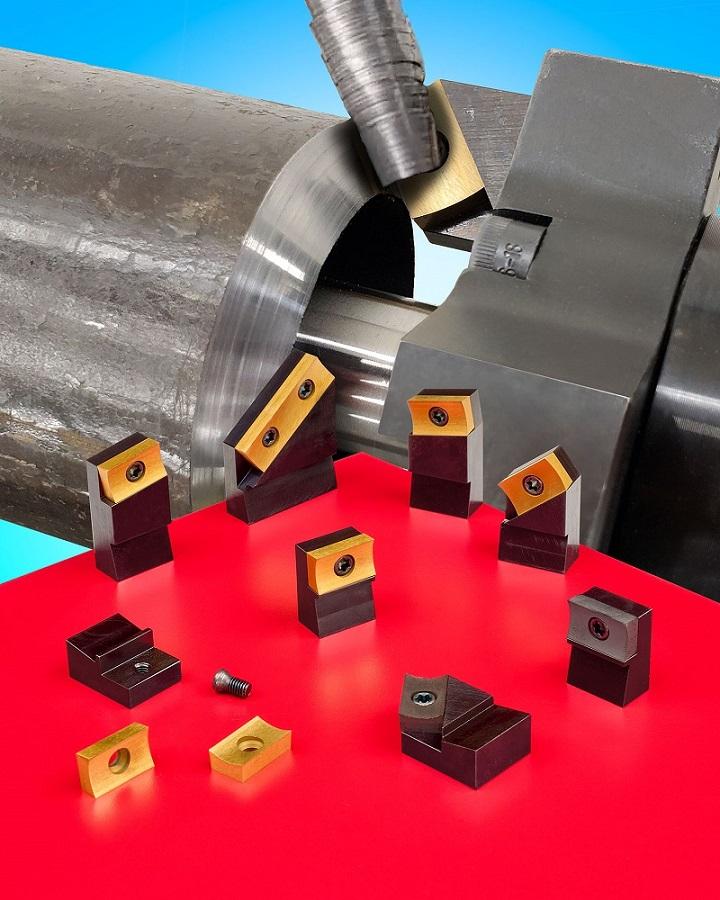
Esco Tool has developed a line of two-edge cutter blades that insert into cartridge holders for use with its MILLHOG line of welding end prep tools.
Atlas Tube, a division of Zekelman Industries, has added a 1-in. Shuriken Structural Nut Keeper to the existing 3/4- and 7/8-in. sizes.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




