
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
Friedman Industries Inc., a Longview, Texas-based company engaged in steel processing and distribution, has acquired two facilities from Plateplus Inc., as well as the steel inventory and customer relationships at two additional Plateplus locations.

Lake Zurich, Ill.-based STI/SPFA has inducted Ralph Carpenter, former chairman of the SPFA pipe section, into its Hall of Fame.
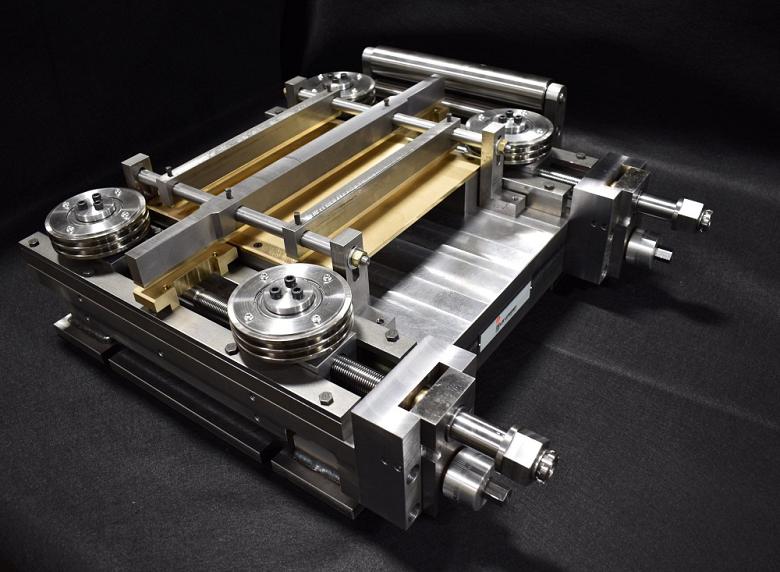
T&H Lemont built a heavy-duty mill entry guide table for a tube manufacturer in the southeastern U.S.

Thermatool has introduced the SuperVizor augmented reality headset.
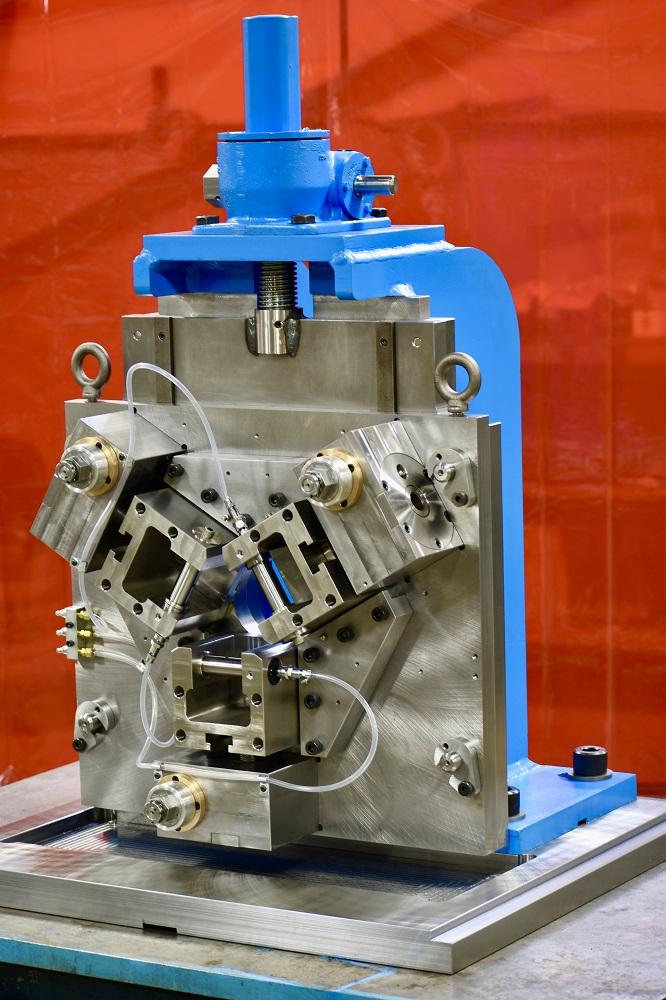
T&H Lemont has developed a new weld box model, the W25 HD, for welded tube mill and welded pipe mill applications.
Eagle Stainless Tube & Fabrication is marking its 40th anniversary this year.

O’Neal Industries, a network of metals service centers and component and tube manufacturing businesses, has promoted Troy Lugo to senior vice president/CFO effective April 1.
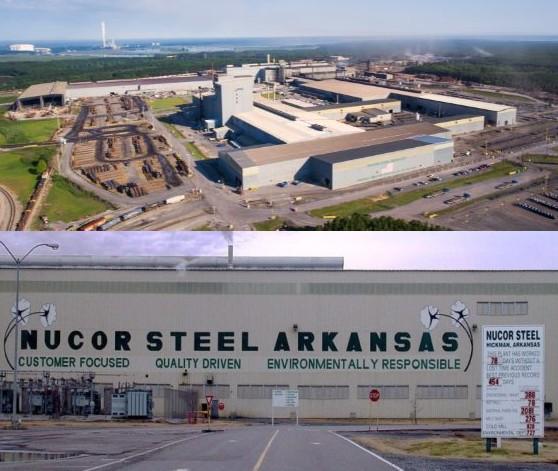
Nucor Steel Arkansas and Memphis, divisions of Nucor Corporation, will host tours as part of the Pipe & Tube Memphis 2022 conference.
National Tube Supply, University Park, Ill., has hired Shaun Reiff as territory manager, working from North Sioux City, S.D., to serve customers in South Dakota, Iowa, Nebraska, and Kansas.

U.S. manufacturers have long relied heavily on foreign suppliers for hydraulic pressure line tubing products, in many cases using legacy products and legacy end-forms to make leak-proof seals. Bringing production to the U.S. is a matter of using two niche manufacturing specifications to make the tube and adopting alternative end-forms.

T&H Lemont, Countryside, Ill., has hired Eric Lundin to fulfill two roles as sales engineer and marketing manager for the company’s tube and pipe weld mills, roll forming lines, tooling, peripheral equipment, and related services.

U.S. manufacturers have long relied heavily on foreign suppliers for hydraulic pressure line tubing products, and the market is ripe for change. This change can come in the form of two SAE specifications, J356 and J356A, for large- and small-diameter hydraulic products, respectively.
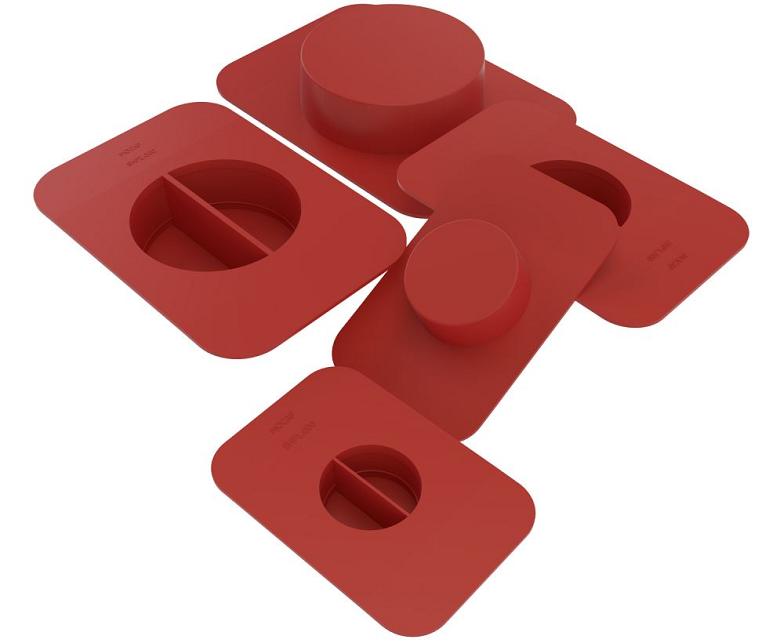
Mocap has introduced the SHF series split hydraulic flange plugs.
Lock Joint Tube, a manufacturer of mechanical-grade steel tubing based in South Bend, Ind., with locations in Ohio, Texas, and Tennessee, has announced plans to expand its presence in Texas.
National Tube Supply, a supplier of standard and customized bar and tubular products, has hired Jim Conley as purchasing manager.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




