















Bending and Forming - Page 67
-

- From The Fabricator

Tooling Tech Group appoints CFO
Tooling Tech Group (TTG), Macomb, Mich., a provider of tools and automated assembly equipment to a variety of industries, has named Jeff Johnson as CFO. Johnson has held top-level positions in finance for nearly 20 years, serving Tier 1 automotive companies, as well as tooling and materials...
-
- From The Fabricator
Optimized Armor opens plant in South Carolina
Columbia, S.C.-based armor steel supplier c has announced plans to establish operations in Rock Hill, S.C. The $3.7 million investment is expected to create 100 jobs. The plant houses large-scale laser cutting machines, heavy-duty press brakes, and skilled welding engineers for the production of...
-
- From The Fabricator

Bystronic press brake product manager, bending guru retires after 50-year career
After seven years working at Elgin, Ill.-based Bystronic Inc. and a career in sheet metal fabrication spanning more than five decades, Paul LeTang, press brake product manager and bending guru, is set to retire on March 2. LeTang started working part time with press brakes after school and on...
-
- From The Fabricator

USMCA expected to benefit metal manufacturers
Metal manufacturers are anxious to see what life will be like under the new U.S.-Mexico-Canada Agreement (USMCA), which replaces NAFTA. The biggest change is likely to benefit those in automotive supply chains.
-
- From The Fabricator
Garnett Component Sales named rep for CEP Technologies’ stampings
Garnett Component Sales Inc. (GCS), Wake Forest, N.C., has been named the exclusive manufacturers’ representative for CEP Technologies Corp., a manufacturer of custom miniature to small progressive metal stampings. The partnership allows GCS to add a line of low-tonnage precision stampings to its...
-
- From The Fabricator

Avoid the sting of poor practices in sheet metal bending
Poor practices, both at the press brake and throughout the shop, can do a number on the bottom line. Avoid them, and you prevent greater pain over the long term.
-
- From The Fabricator
Las Vegas LightFair expected to attract 24,000 attendees
LightFair International’s West Coast exposition and conference returns to the Las Vegas Convention Center in 2020. The trade show, featuring more than 500 commercial lighting exhibitors, will be open May 5-7, with conferences running May 3-7. Roughly 24,000 attendees from 70 countries...
-
- From The Fabricator
Light bulb efficiency standards relaxed
In October the Department of Energy revised the energy standards mandated by the Energy Independence and Security Act in 2007. The changes allow certain kinds of incandescent bulbs to stay on the market, as reported by media website CNET. In 2018 energy usage for lighting had dropped by more than...
-
- From The Fabricator
A.L.P.’s Charlevoix Facility Achieves ISO Certification
A.L.P. announced that its Charlevoix, Mich., facility was certified to ISO 9001:2015 by DNV in December, 2019, in keeping with the company’s quality management system. The certifications are intended to affirm its commitment to effective manufacturing and business practices, the company...
-
- From The Fabricator
Orion Energy Systems, BC Energy Solutions complete $4.9M in LED Upgrade Projects
Orion Energy Systems, a provider of enterprise-grade LED lighting and energy projects, and energy systems firm BC Energy Solutions reported that from October 2018 to March 2019, they completed $4.9M in LED lighting upgrade projects in nine states. The projects were funded in part by nearly $1.3M in...
-
- From The Fabricator
Ideal Industries acquires Cree Lighting
Cree Lighting, which provides LED lighting fixtures, lamps, and intelligent lighting controls, became Ideal Industries 20th branded operating unit in March 2019. Cree Lighting’s SmartCast® technology and Audacy® wireless control system are installed at Wrigley Field in Chicago, PetCo Park in...
-
- From The Fabricator
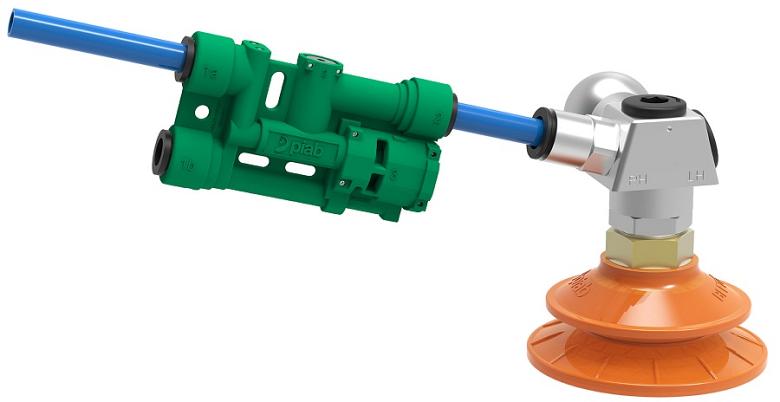
piINLINE plus from Piab offers vacuum handling for press shops
Piab offers piINLINE®plus, a new, configurable platform for decentralized vacuum generation in automotive press shops. The ultralightweight vacuum ejectors, which feature an integrated automatic release mechanism, come in compact packages. Designed with ports for compressed air and vacuum inline,...
-
- From The Fabricator
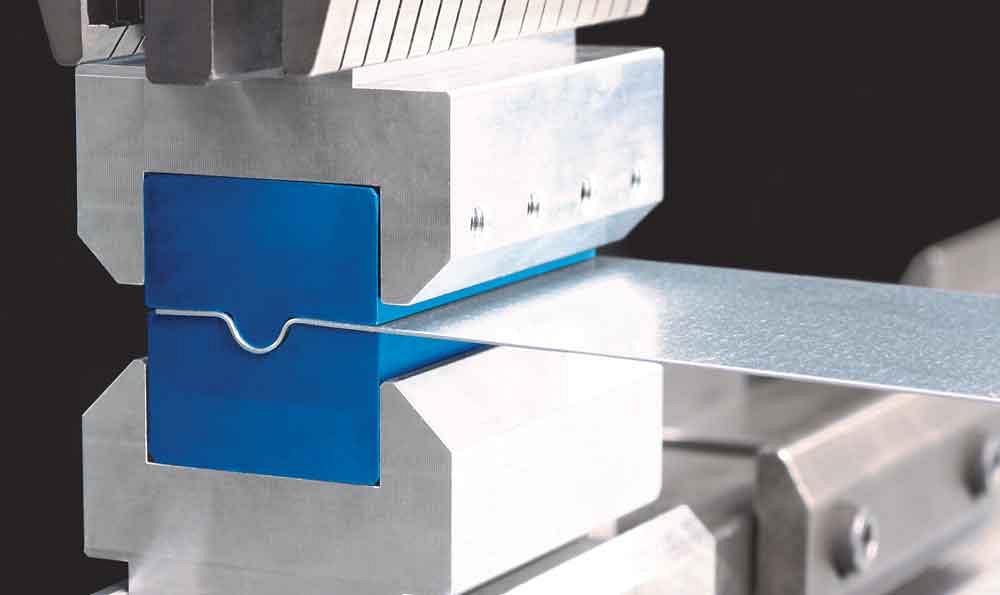
Additive manufacturing's potential in low-tonnage bending
Small, low-tonnage press brakes are making a comeback, and 3D-printed tools could make these machines more flexible than they already are.
-
- From The Fabricator
Fox Valley Metal-Tech adds two machining centers
Fox Valley Metal-Tech Inc., a custom metal fabricator with locations in Green Bay, Wis., serving commercial and defense markets, has increased its machining capacity by adding two new machining...
-

- From The Welder
Tailwind acquires Aerospace Welding Minneapolis, Aerospace Mfg. Inc.
Piqua, Ohio-based Tailwind Technologies has acquired Aerospace Welding Minneapolis Inc. and Aerospace Mfg. Inc. (AWI-AMI), Eagan, Minn. The companies will retain their names, location, leadership team, and skilled employees. AWI's core competencies are welding, bending, and fabricating sheet metal...
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




