
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.

Bend-Tech has announced the development of its Coolant Support System, designed to help make the handling of long stainless steel and aluminum tube and pipe materials more efficient.

ITEC – Innovative Tube Equipment has delivered an AMOB eMOB 100 all-electric 10-axis multistack CNC tube bending machine to Ohio Laser in Plain City, Ohio.
BLM GROUP USA has added its patented Active Tools technology to its line of tube lasers.

Heck Industries has introduced a new 90-degree pipe notcher that is operated in a standard shop press, arbor press, or ironworker.

Metal fabricators shouldn't wait to hear chatter in cold-drawing operations. Electronic detection can save a shop all kinds of trouble before it begins.
Victaulic, a manufacturer of mechanical pipe joining, fire protection, and flow control systems in Easton, Pa., has acquired Horizon Metals Inc., a family-owned and -operated iron and steel foundry located Nephi, Utah.

Esco Tool offers the HOG TIE MILLHOG boiler tube weld alignment clamp.

The Tube & Pipe Journal Editor Lincoln Brunner is posing a few questions to better understand the priorities of metal fabricators and shop owners, and how they are dealing with the multiple market forces challenging them.

When H&H Tube considered how to best meet present and future customer demand, the Vanderbilt, Mich.-based tube-cutting company rebuilt the Vulcan Tool machinery that's helped it succeed for decades.

There are a lot of options when it comes to upgrading the controls on tube bender, but metal fabrication shops shouldn’t let fate force their hand because of fairing to replace an outdated system.

Esco Tool offers the C-HOG MILLHOG OD-clamping end prep tool.
Kaast Machine Tools Inc. offers PBM and PBH series angle rollers for circular bending of metal profiles, including angles and pipes.

Custom pipe and tube fabricator Sharpe Products is adding two BLM GROUP LT7 4-kW laser cutting systems to its New Berlin, Wis., facility.

CNC tube benders are going to break—the forces involved encourage entropy all too well. What to do about it requires a long list of considerations.

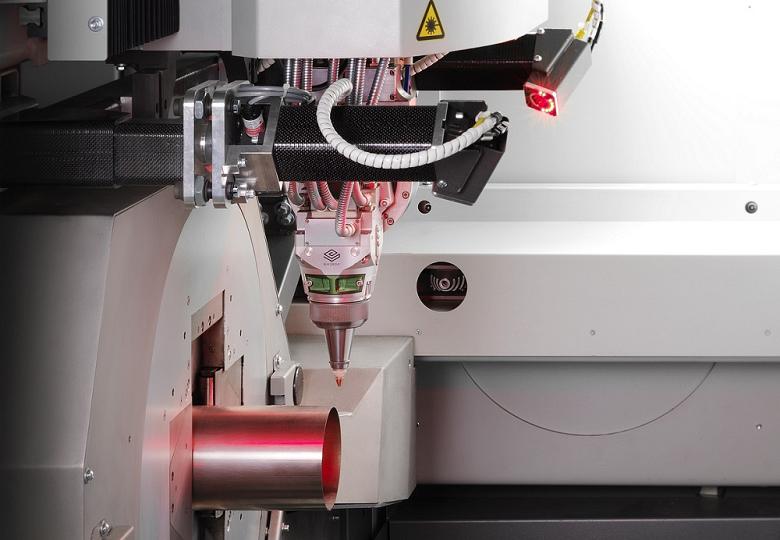
BLM GROUP has announced the availability of Clean Tube Technology for its Lasertube 8-in. and below machines to help keep the inside of the tubes free of slag, debris, and dust.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




