















Bending and Forming - Page 73
-

- From The Fabricator

Bilsing Automation’s PSB-20 grippers detect double sheets in hot, cold stamping
Bilsing Automation North America has expanded its family of PSB-20 pneumatic grippers to include versions that can detect the presence of double sheets of metal in both hot forming and cold forming operations. The grippers are equipped with a digital- and analog-readable sensor that inspects sheet...
-
- From The Fabricator

TCI Precision Metals adds duplex milling system
TCI Precision Metals, Gardena, Calif., has installed an Amada THV800 duplex milling machine for the production of its Machine-Ready Blanks™. The blanks are milled in width and length, using the machine’s twin spindle, in one setup instead of two. One or more blanks can be produced together, up...
-
- From The Fabricator

Bystronic looks forward to new facility opening, FABTECH
Bystronic officials discuss their new headquarters and new equipment to debut at FABTECH 2019.
-
- From The Fabricator

Auto industry shift makes for odd bedfellows
The upcoming transition in the auto industry from ICE vehicles to electric and other ACES vehicles, and the fierce challenges it imposes, has prompted companies to align themselves with suppliers and even competitors.
-
- From The Fabricator
SmartPAC 2 press control training to be held Oct. 10
Midwest Press & Automation and Wintriss Controls are teaming up to provide SmartPAC 2 system hands-on training for press operators, setup personnel, production personnel, toolmakers, and manufacturing engineers. The class will be held Oct. 10 from 8:30 a.m. to 3:30 p.m. in Lansing, Mich. Attendees...
-
- From The Fabricator

Making robotic bending work for the job shop
LVD Strippit believes its Dyna-Cell robotic press brake is designed to ensure that fabricators get the best cost per part when it comes to automated bending.
-
- From The Fabricator
Pacific Press to merge with Multipress
Mt. Carmel, Ill.-based Pacific Press, a provider of hydraulic press brakes, presses, and shears, has announced it will merge with its sister company, Multipress, which manufactures bench, C-frame, and four-post hydraulic press equipment. Based in the Columbus, Ohio, area for the last several...
-
- From The Fabricator

Grain size, Part I: Material grain size matters in sheet metal bending
In this first part of a series, press brake guru Steve Benson discusses how material grain size in sheet metal affects how a material forms.
-
- From The Fabricator
CEP Technologies’ website helps manufacturers find small progressive stampings
CEP Technologies Corp., Yonkers, N.Y., has launched a new website at ceptech.net for manufacturers that need custom miniature to small progressive stampings. According to the company, the site’s streamlined navigation simplifies access for automotive OEMs and also supports such industries as...
-
- From The Fabricator
Durable Technologies releases industrial part marking guide
Durable Technologies has published “Guide to Traditional Industrial Part Marking.” The guide presents detailed information about character styles; hand stamps and holders; hammers and safety considerations; steel stamps and dies; roll dies, embossing dies, and inserts; steel type and holders;...
-
- From The Fabricator
TG Mfg. acquires TurnKey Fabrication
Grand Rapids, Mich.-based metals manufacturer TG Mfg. (TGM) has acquired TurnKey Fabrication, which operates a 55,000-sq.-ft. facility in Grand Rapids. Its capabilities include laser, autofeed laser, CNC brake press, machining, assembly, and welding. TGM will carry forward the operations of the...
-
- From The Fabricator
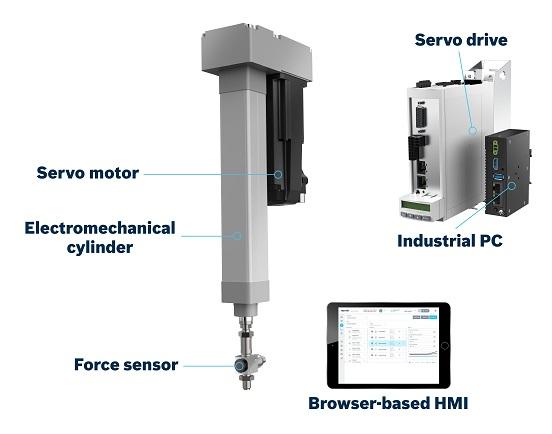
Bosch Rexroth’s Smart Press Kit helps simplify joining operations
Bosch Rexroth’s new Smart Press Kit is designed to meet future industrial requirements and provides a mechatronics package ready for use across a variety of standardized pressing and joining applications. The modular kit, comprising mechanical components, electrical components, and software,...
-
- From The Fabricator
Puzzling together optimal flow in bending on a modernized press brake
The press brake department has changed dramatically in 20 years, and software has led the way. Still, software remains just one piece of a complicated puzzle.
-
- From The Fabricator
Coe ships press feed line for fabrication of HVAC units
Coe Press Equipment, Sterling Heights, Mich., has shipped a coil processing line to Texas for feeding a 400-ton mechanical press. The stamping line is part of a flexible wrapper and control panel fabrication line producing 14 different-sized air conditioning units. The coil stock is fed into the...
-
- From The Fabricator

The wisdom of press brake tooling organization
American Engineering and Metalworking in North Canton, Ohio, finds efficiency in the way it stores its press brake tooling.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




