















Bending and Forming - Page 75
-

- From The Fabricator

BLM Group USA names regional sales managers
BLM Group USA, Novi, Mich., a manufacturer of tube and flat sheet processing systems, has appointed two regional sales managers to help develop sales of its laser tube cutting systems, benders, and machining equipment. Jon Tibbets serves the western regions of Michigan and Ohio. He has a strong...
-
- From The Fabricator
voestalpine establishes new Steel Store in Tennessee
voestalpine High Performance Metals Corp. has opened its newest Steel Store in Cleveland, Tenn., providing tool steels for tool-, die-, and moldmaking. The new facility serves manufacturers in the southeastern U.S. It is co-located with the company’s recently opened coatings plant. In addition to...
-
- From The Fabricator

SEYI America holds press seminar in Canada
SEYI America Inc., a press manufacturer based in Tullahoma, Tenn., and Irvine, Calif., recently held a Servo Seminar at Westway Machinery in Mississauga, Ont. Scott Braito, director of sales, explained how a servo press can help improve traditional cold stamping and hot stamping processes. The...
-
- From The Fabricator

New metal fabricator takes collaboration to next level
Wisconsin-based Metal Fab Solutions is part of a village of companies that are taking collaboration to the next level.
-
- From The Fabricator

Lindberg/MPH ships hot stamping furnace to Gestamp facility
Lindberg/MPH has announced the shipment of an electrically heated, four-chamber hot stamping furnace to the Gestamp Research and Development facility located in Auburn Hills, Mich. Gestamp is an international corporation that designs, develops, and manufactures metal automotive components. The hot...
-
- From The Fabricator
Automatic Feed launches new website
Napoleon, Ohio-based Automatic Feed Co., a provider of coil processing and pressroom automation systems, has launched a newly designed website at www.automaticfeed.com. The site has been reorganized to present the company’s capabilities, product lines, and services. It features a filter that...
-
- From The Fabricator

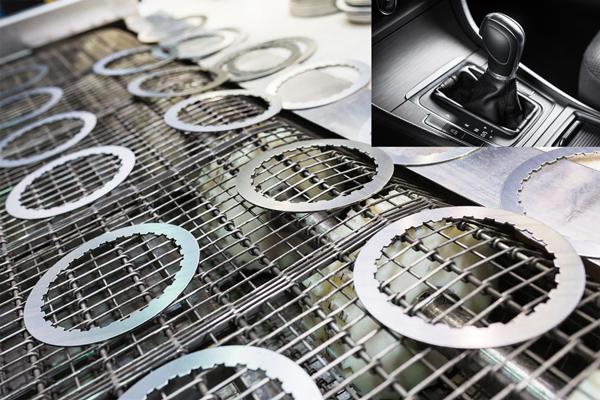
Vapor degreasing offers a green approach to cleaning metal parts
One of the best ways to clean parts thoroughly is with a vapor degreaser and modern cleaning fluids. It is safe, fast, ecofriendly, and affordable.
-
- From The Fabricator

Samuel Steel Pickling marks 30th anniversary, opens heavy-gauge slitter at Ohio facility
Samuel Steel Pickling Co., Twinsburg, Ohio, recently celebrated its 30-year anniversary and the grand opening of a new heavy-gauge slitter. The slitting line can process material yield strength up to 70,000 PSI at 0.375 ga. and 80,000 PSI at 0.250 ga., with a maximum coil weight of 80,000 lbs. The...
-
- From The Fabricator
Tier 1 manufacturer flattens dual challenges with tandem coil leveler line
The demand for some auto parts to be extremely flats has increased. To meet flatness, volume challenges, Tier 1 Feintool installed a tandem coil leveler line.
-
- From The Fabricator
Schuler strengthens international sites and reduces capacities in Germany
The executive board of Schuler AG has adopted a program of measures aimed at adapting operating capacities in Germany to the changed competitive conditions and increased pressure on costs. The main reason for the adaptation measures is that demand for fully automated press lines, mechanical...
-
- From The Fabricator
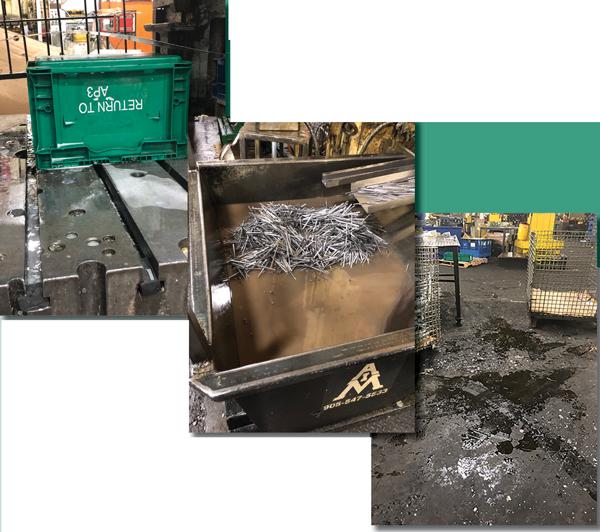
LaserCoil video highlights scrap handling in coil-fed laser blanking system
LaserCoil Technologies LLC, Napoleon, Ohio, has produced a video that shows how its patented conveyor design contributes to the speed of the company’s coil-fed laser cutting systems. The LaserCoil process relies on a series of dynamic profile conveyor lanes that independently and dynamically...
-
- From The Fabricator
Why do some stamping fabricators avoid technology upgrades?
Technology keeps rolling forward, with better software, machines, and presses with more functionality, and better approaches to reducing friction. So why do some stamping fabricators and other manufacturers resist upgrading?
-
- From The Fabricator

AIDA-America announces staff promotions
Metal stamping press manufacturer AIDA-America, Dayton, Ohio, has promoted several employees. Bob Southwell, who began his career with the company in August 1998, has been promoted to executive vice president. His past positions at AIDA include regional sales manager, market specialist, national...
-
- From The Fabricator
Best lubricant application key to optimal metal stamping results
An important aspect of lubrication-- the method of applying it--is frequently overlooked, but it is as critical as the lubricant itself.
-
- From The Fabricator
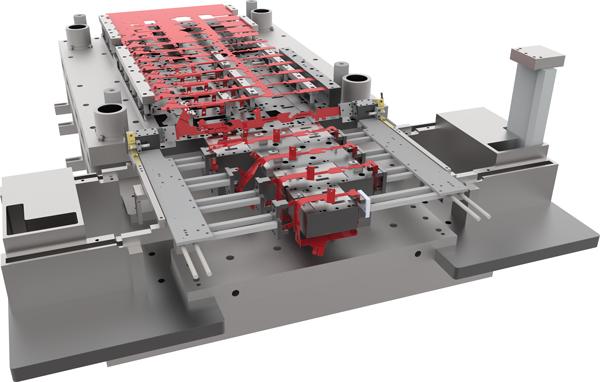
Try out, debug dies on-screen
Being able to try out and debug stamping dies on the computer screen represents a significant paradigm shift in die building and die tryout. Adding motion to the die as it is being designed and dynamic interference detection results in a less expensive, more profitable die.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Supporting the metal fabricating industry through FMA
