















Bending and Forming - Page 81
-

- From The Fabricator
Don’t forget the sheet metal tolerances
Tolerances in bending involve more than just the angle tolerances shown on the print. Materials also have tolerances, both in thickness and yield strength.
-
- From The Fabricator

Wisconsin Oven ships horizontal solution treat system to aerospace industry
Wisconsin Oven Corp., East Troy, Wis., has shipped an electrically heated horizontal solution treat system with a chiller system to a manufacturer in the aerospace industry. It has a maximum oven operating temperature of 1,100 degrees F and work zone dimensions of 12 ft. 3 in. by 3 ft. 11 in. by 4...
-
- From The Fabricator

Tergo fluid from MicroCare cleans stamped, 3D-printed parts
MicroCare Corp. has introduced Tergo™ Metal Cleaning Fluid (MCF) for degreasing stamped metal parts and debinding 3D-printed parts. The fluid is compatible with most commonly used materials, including metals, ceramics, durable plastics, and elastomers. Compatible with existing vapor degreasing...
-
- From The Fabricator
SEYI-Mexico holds servo press seminar
SEYI-Mexico recently held a servo press seminar at its Monterrey, Mexico, branch. During the seminar the company displayed a SEYI SD1 servo press, highlighting its technology and benefits and discussing its use in standard stamping and hot stamping applications. After a live demonstration of the...
-
- From The Fabricator

BLM Group USA names regional sales manager for Canada
BLM Group USA, Novi, Mich., a manufacturer of laser tube and flat sheet cutting, cold sawing, bending, end forming, end machining, and wire bending machines, has appointed Danyel (Dan) Benoit as regional sales manager, eastern Canada. He is responsible for Manitoba, Ontario, Quebec, Newfoundland,...
-
- From The Fabricator

How metalworking manufacturers decide whether to fabricate or stamp
Stamping or fabricating? How do you make that determination? Stamper/fabricator manufacturers ACE Stamping & Machine Co., Racine, Wis.; General Stamping & Metalworks (GSM), South Bend, Ind.; and Kapco Metal Stamping, Grafton, Wis., share their perspectives and approaches to this conundrum.
-
- From The Fabricator
Linear Transfer Automation opens training lab
Linear Transfer Automation, a supplier of press transfer automation, blank feed systems, and press-to-press automation based in Barrie, Ont., has opened a new training and development lab. The lab, which will be used for customer training, in-house training, R&D, and ongoing educational training...
-
- From The Fabricator

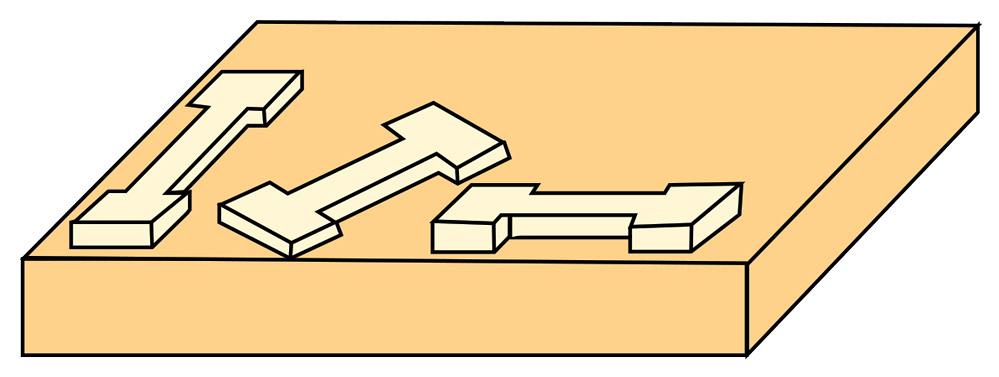
R&D Update: Exploring the benefits of servo technology in the pressroom
CPF researchers employed methods such as variable BHF, cushion pulsation, and attach/detach on a servo press to improve material drawability, reduce springback, and maintain edge quality during blanking.
-
- From The Fabricator
Die Science: Preventing springback in thin, high-strength metals
Art Hedrick explores the challenges that thin, high-strength metals can cause for stampers, especially regarding work hardening and springback prevention.
-
- From The Fabricator

Portable t bend MB 642 from transfluid requires minimal working space
The latest generation of the t bend MB 642 mobile tube bending machine is available from transfluid® Maschinenbau GmbH. Designed for bending on-site, the machine handles tube up to 6 m long. The rotating head helps minimize the working space required. Using compression bending, the machine can...
-
- From The Fabricator

Ask the Stamping Expert: Which method of slug control is best? Part II
Thomas Vacca explores the use of vacuum generators—also known as bazookas—for slug control.
-
- From The Fabricator
Square Deal Machining increases capacity with new equipment investment
Square Deal Machining Inc., Marathon, N.Y., has acquired new equipment to expand production and provide machining and fabrication services with faster processing times. In addition to a recent tube laser purchase, expanding the facility's machining capacity to construct in multiple dimensions and...
-
- From The Fabricator

Smart, large, and electric
In 2008, as GM marked its century anniversary by filing Chapter 11 bankruptcy, Thomas Friedman’s Hot, Flat, and Crowded was published. Friedman warned that global warming, globalization, and an exploding population growth are leading to a hot, flat, and crowded human condition. He contended that...
-
- From The Fabricator

AIDA-America names new president, director of operations
AIDA-America, Dayton, Ohio, a manufacturer and refurbisher of metal stamping presses and metal forming automation equipment, has announced that President/COO Pat Ambuske will retire April 1 after 17 years of service. His previous positions with the company include engineering manager, director of...
-
- From The Fabricator

Gestamp opens new plant in Mexico
Gestamp, a multinational manufacturer of highly engineered metal components for the automotive industry, has inaugurated its new plant in San Luis Potosí, Mexico. The $86 million facility is the first Gestamp plant in Mexico for manufacturing chassis parts. Employing more than 300 people, it is...
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Supporting the metal fabricating industry through FMA
