















Bending and Forming - Page 82
-

- From The Fabricator

Gestamp opens new plant in Mexico
Gestamp, a multinational manufacturer of highly engineered metal components for the automotive industry, has inaugurated its new plant in San Luis Potosí, Mexico. The $86 million facility is the first Gestamp plant in Mexico for manufacturing chassis parts. Employing more than 300 people, it is...
-
- From The Fabricator
International Thermal Systems launches virtual industrial washer selection tool
International Thermal Systems, a Milwaukee-based manufacturer of aqueous washers, industrial ovens, and furnaces, has launched a virtual industrial washer selection tool at www.internationalthermalsystems.com designed to help companies in the automotive, aerospace, power generation, building...
-
- From The Fabricator

Soave Enterprises acquires New Center Stamping
Detroit-based investment firm Soave Enterprises has announced the acquisition of New Center Stamping’s 240,000-sq.-ft. facility in Detroit. In its 100-year history, New Center Stamping has evolved from stamping parts to welding, assembly, engineering, and tool and die. It has recently expanded...
-
- From The Fabricator
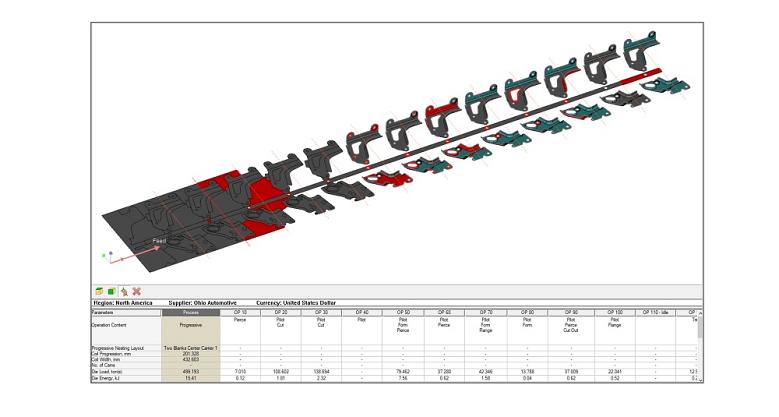
FTI’s FormingSuite updated with 2019 Service Pack 1
Forming Technologies (FTI) has released FormingSuite 2019 Service Pack 1 for sheet metal cost estimators, design engineers, tooling designers, and advanced planning engineers in the automotive, aerospace, consumer product, and electronics industries. Updates to the software’s ProcessPlanner -...
-
- From The Fabricator
Connecticut senator recognizes Aldine Metal Products
Aldine Metal Products, New Milford, Conn., recently was spotlighted by Sen. Chris Murphy, D-Conn., as a “Murphy's Monday Manufacturer.” Aldine provides custom precision sheet metal fabrication for various parts, including cabinets, consoles, racks, and carts. Its capabilities include precision...
-
- From The Fabricator

Solar energy industry growth may offset others’ slump
As some industry segments experience contraction in 2019, astute stamping manufacturers look to other segments to supply to. The solar energy industry is growing, providing a new business opportunity for stampers, and may offset slumps in other segments.
-
- From The Fabricator

Stamper’s flexibility hinges on servo press
Specializing in heavy-duty hinges, ER Wagner also does contract stamping at its facilities in Menomonee Falls, Wis., and Brookfield, Ill. Its recent addition of a new Minster FX2-600 servo press enabled the company to take on projects needing bigger dies and higher tonnages and expand its flexibility in the process. By broadening the company’s capabilities, the press opened prospects.
-
- From The Fabricator

ERP software helps stamping manufacturer meet 100 percent OTD
Since using IQMS software, stamping manufacturer Northern Industrial Manufacturing Corp. has been able to be proactive rather than reactive. The ERP software helped eliminate its three biggest manufacturing challenges. The company doubled its plant output, achieved 100 percent on-time delivery rates, and maintained zero defects.
-
- From The Fabricator
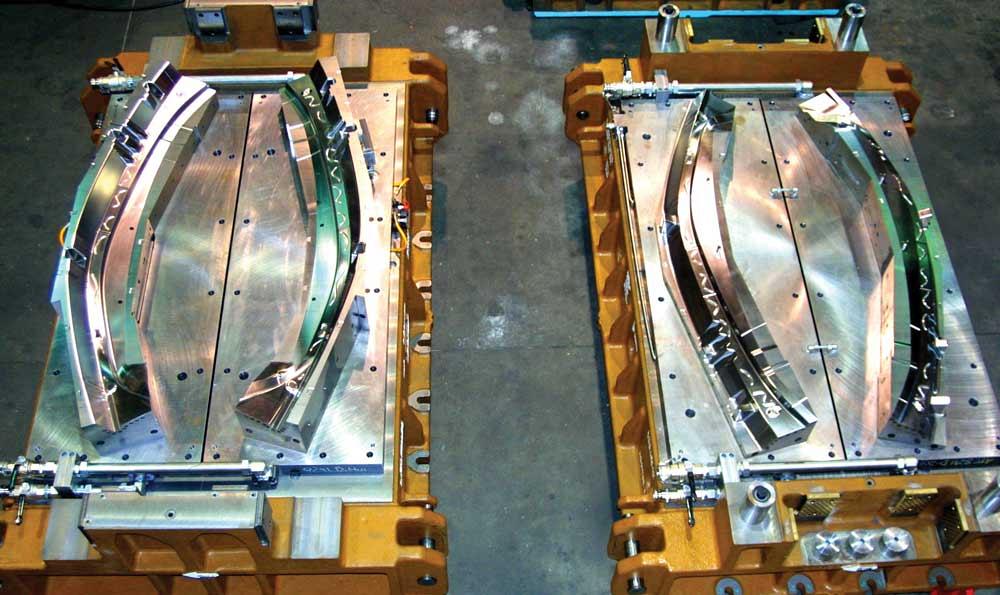
Dies for hot stamping
There is a great deal to consider in designing and building dies and tools for hot stamping: gauging and controlling the blank during forming, minimizing heat loss during forming, balancing thinning and thickening, and a changing and shrinking blank and part size.
-
- From The Fabricator
Kenmode Precision Metal Stamping appoints director of engineering and new tooling
Kenmode Precision Metal Stamping, Algonquin, Ill., has named Frank Kraft to the position of director of engineering and new tooling. He brings decades of experience in high-tech manufacturing, injection molding, and metal stamping to the position. Kraft began his career in 1988 as an apprentice...
-
- From The Fabricator
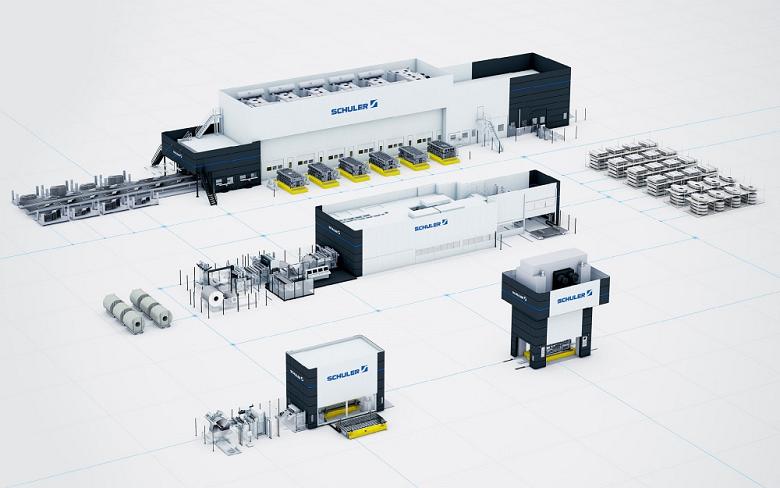
Schuler to launch joint venture with Porsche in 2019
Beginning in 2019 Schuler and Porsche will build a press plant for digitized automobile production in Germany. The facility is expected to be operational in 2021. The new Smart Press Shop joint venture will supply the Porsche plant in Leipzig, Germany, in particular with body parts at low...
-
- From The Fabricator

Moog launches modular die cushion system
Moog has introduced a modular die cushion system to help extend the life of deep-drawing dies, improve system reliability, and reduce commissioning time for manufacturers. The system includes a main cylinder with integrated position measuring technology, accumulators, a hydraulic power unit, and a...
-
- From The Fabricator

Majestic Industries adds transfer die tryout capabilities
Macomb, Mich.-based Majestic Industries, a Tooling Tech Group company and designer and builder of large stamping dies, has expanded its capabilities to include transfer die tryout and production of large tools under one ram. These new services are enabled by the company’s recent investment in a...
-
- From The Fabricator
Logan Stampings to relocate LSI Metal Fabrication in Indiana
Logansport, Ind.-based Logan Stampings has announced plans to relocate to a different location in Logansport and then move its LSI Metal Fabrication operations and employees from Peru, Ind., to Logan Stampings’ current location. The $3 million move is expected to create 12 jobs. The company makes...
-
- From The Fabricator
Quality Stamping & Tube earns ISO certification
Quality Stamping & Tube Corp., Jackson, Wis., has been awarded ISO 9001:2015 certification.
The company manufactures cooling systems, stamped products up to ¼ in. thick, extruded aluminum parts up to 6 in. dia., and fabricated metal products.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
Are two heads better than one in fiber laser cutting?

5
Zekelman Industries to invest $120 million in Arkansas expansion
