















More from The Fabricator
-

- From The Fabricator
Kirby Building Systems to move work from Mississippi to Tennessee
Kirby Building Systems, a manufacturer of metal buildings, is laying off about 100 employees at its Starkville, Miss., plant as it moves some production to Tennessee. Nucor Corp., which acquired Kirby in 2007, is transferring its metal building manufacturing operations to Portland, Tenn. Katherine...
-
- From The Fabricator
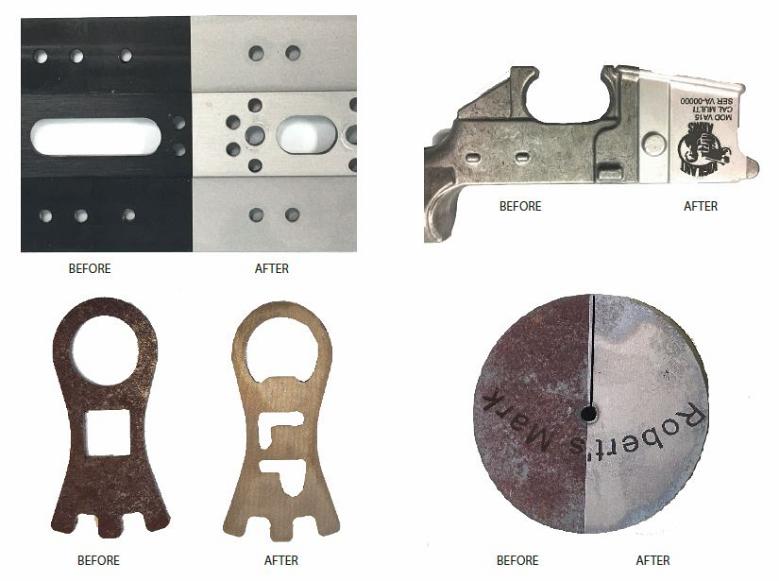
Laser Photonics CleanTech Handheld NCX laser cleaning system offers IIoT connectivity
The CleanTech™ Handheld NCX laser surface cleaning and surface conditioning machine from Laser Photonics is an industrial-grade, high-precision portable laser cleaning and surface conditioning system that features Industrial Internet of Things (IIoT) connectivity. The portable, noncontact machine...
-
- From The Fabricator
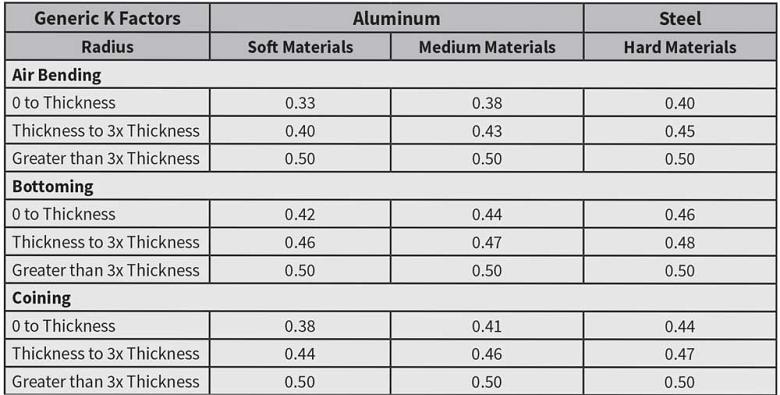
Press brake bending basics: Die angles, tonnage, and K-factors
Bending guru Steve Benson answers several reader questions about die angles, tonnage calculations, and what the K-factor really means.
-
- From The Fabricator
EPA to require reporting of mercury use
An industry association asks the Environmental Protection Agency to alter its thinking when it comes to implementing a requirement for reporting of mercury use in manufacturing settings. Should mercury-filled equipment really be a part of this inventory?
-
- From The Fabricator

Sculptures that move, both kinetically and emotionally
Santa Fe, N.M., artist Don Redman believes art and sculpture should be enjoyed by everyone. He strives to work big, push boundaries, fabricate sculptures with longevity, and, most importantly, create something that resonates with the masses.
-
- From The Fabricator
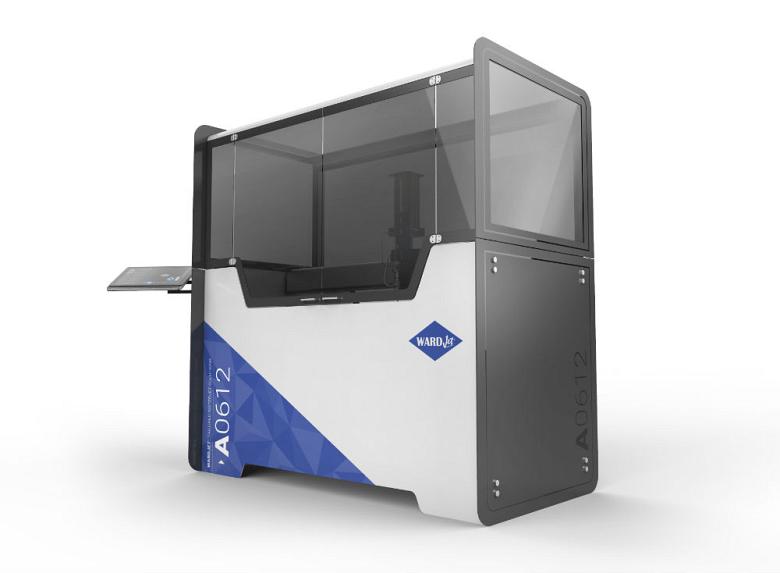
WARDJet A-0612 waterjet cutting system has footprint less than 25 sq. ft.
WARDJet has introduced the A-0612 waterjet cutting system for industrial jobs. With a footprint of less than 25 sq. ft., the compact machine delivers the same performance as a full-size waterjet, the manufacturer reports. The machine has a 2- by 4-ft. cutting envelope with the ability to cut...
-
- From The Fabricator

Three employees purchase Guild Intl.
Guild Intl., Bedford, Ohio, a provider of coil joining equipment for the steel processing, tube producing, and stamping industries, has announces new ownership with the purchase of the company by three long-term employees. Joseph “Joe” Thomas, former vice president of operations, has been named...
-
- From The Fabricator
UniCarriers Americas names forklift giveaway winner
UniCarriers Americas Corp., Marengo, Ill., has announced the winner of its Remember Our Name Forklift Giveaway. Chris Jahelka, president of Vic’s Time Sheet Metal Fabrication from Palmerton, Pa., won a new Platinum II® cushion-tire forklift. Jahelka selected the 5,000-lb.-capacity LP truck with...
-
- From The Fabricator
Heidenhain acquires AMO
Schaumburg, Ill.-based Heidenhain has announced its acquisition of AMO, an Austrian manufacturer of encoders. This acquisition has resulted in the AMO sales operations and products to be coordinated at Heidenhain for North America. AMO encoder production and engineering will remain in Austria....
-
- From The Fabricator
LIFT announces first graduating students from its Operation Next program
LIFT – Lightweight Innovations For Tomorrow, a Manufacturing USA institute, has announced that the first group of seven soldiers has graduated from its Operation Next Advanced Manufacturing Certification Program. Operation Next is designed to provide military service members the opportunity to...
-
- From The Fabricator
CCAI accepting applications for 2018 scholarships
The Chemical Coaters Association Intl. (CCAI), Taylor Mill, Ky., has announced it now is accepting applications for the 2018 Matt Heuertz Scholarship Program. The program benefits students who are currently enrolled in programs that could lead to a career in the finishing industry. The primary...
-
- From The Fabricator

Kett KL-200 straight-handle shears help reduce waste
The KL-200 double-cut shears from Kett Tool Co. cut cold-rolled and stainless steel without warping or bending the finished piece, resulting in less wasted materials, states the manufacturer. The lightweight shears can be maneuvered easily to follow a scribed line. They can cut a radius as small as...
-
- From The Fabricator

Next-gen angle rolling
Promau Davi introduced its next-generation section bending machine line at its conference in October. The most notable improvement to the company’s section roll machines line is that they are equipped with a new radius-checking vision system called iRoll-Camera.
-
- From The Fabricator

Kalamazoo Machine Tool H6 SA band saw handles structural materials
Kalamazoo Machine Tool model H6 SA band saw is double-column, semiautomatic mitering saw designed for production sawing of structural materials. The saw features a mono-weldment saw frame canted 6 degrees, and it can miter from 0 to 60 degrees. All functions are fully hydraulic, and saw feed...
-
- From The Fabricator

Evolution of ERP software Q&A
ERP software has reinvented itself during the last decade, becoming more integrated, intuitive, and indispensable, according to three ERP software technical experts.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Zekelman Industries to invest $120 million in Arkansas expansion

5
Supporting the metal fabricating industry through FMA
