















More from The Fabricator
-

- From The Fabricator

Mini flap discs offer threaded R mount
Weiler Abrasives Group has expanded its line of Tiger® BobCat mini flap discs and made design improvements to help extend the discs’ life to 1.5 times greater than original BobCat flap discs. The discs also now feature a threaded button R mount, as well as the current threaded arbor S mount, to...
-
- From The Fabricator
Exact Group businesses to be combined with ECi Software Solutions
The Dutch software company Exact Group B.V. has announced an agreement to sell its Specialized Solutions division, which includes Macola, JobBOSS, and MAX. The division will be acquired by funds advised by Apax Partners and combined with ECi Software Solutions Inc. of Fort Worth, Texas, under the...
-
- From The Fabricator

NMB Technologies names president
Novi, Mich.-based NMB Technologies Corp., a MinebeaMitsumi Group company, has appointed Richard LaPlace as president. He succeeds Gerry Fay, who has transferred to New Hampshire Ball Bearings, a sister company to NMB. LaPlace has more than 20 years of experience in sales management and global...
-
- From The Fabricator
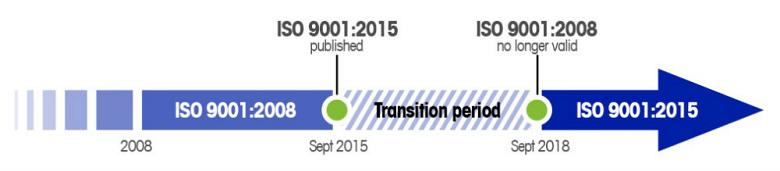
Mettler Toledo launches library to help organizations implement ISO 9001 revisions
Mettler Toledo has established an online library at www.mt.com to help ISO 9001-certified companies update their quality management systems in accordance with the 2015 changes to the standard. If an organization’s processes involve any weighing steps, the company provides support to make the...
-
- From The Fabricator
NHBB parent agrees to acquire C&A Tool Eng.
MinebeaMitsumi Inc., parent company of New Hampshire Ball Bearings Inc. (NHBB), Peterborough, N.H., has signed a stock purchase agreement to acquire all shares of C&A Tool Eng. Inc., Churubusco, Ind., a manufacturer of complex parts for the medical, aerospace and defense, fuel system, and...
-
- From The Fabricator

Siemens expands Technical Application Center in Illinois facility
Siemens has announced the expansion of its Technical Application Center (TAC), which offers machine tool dealers, importers, and end users of Sinumerik CNCs a variety of learning opportunities, including classroom training, online instructor-led training, and online self-paced training. The TAC...
-
- From The Fabricator
White paper explains how to build sustainable safety culture
Grainger has released a white paper titled "How We Should Talk about Safety Culture: Rewriting the Conversation" that defines safety culture as an outcome of what management says about safety and what workers see, rather than a starting point that regulates safety practices. According to the...
-
- From The Fabricator

Laser source offers option for marking colors on metals
Trotec Laser USA offers the MOPA fiber laser source as an option for its SpeedMarker galvo laser marking systems. The user can select pulse durations from 4 and 200 ns, which provides a wider range of laser parameters; more options for creating high-contrast, homogeneous markings; and the ability...
-
- From The Fabricator
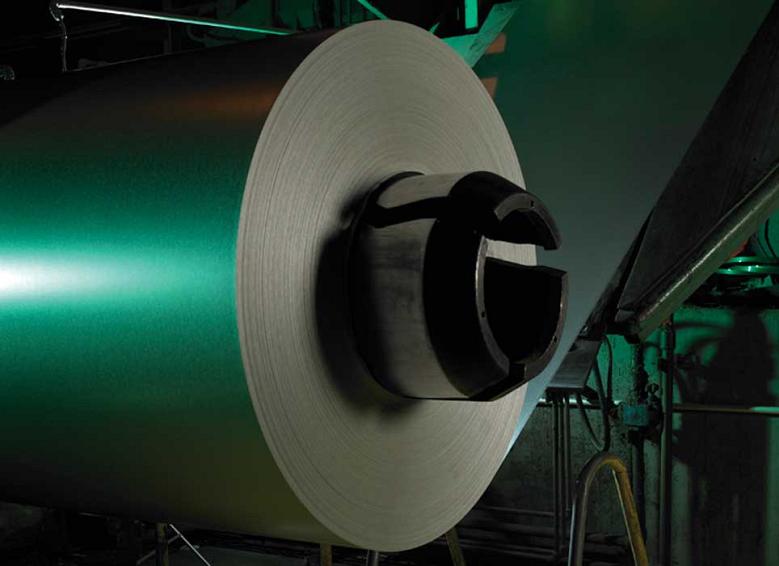
4 reasons that coil lines are not just for painting
Coil coating is usually associated with prepainted metals, which are often used in high-volume production environments such as cabinet manufacturing. That’s changing, however. Here are four reasons manufacturers should look to coil lines for more than just painting.
-
- From The Fabricator
Die Science: Handling production splitting problems, Part II
Possible Cause 5— Excessive Blank Holder Pressure Excessive blank holder pressure restricts metal from flowing inward. Restricting metal flow causes the metal to stretch, which could result in a split. Be sure to monitor blank holder pressure carefully, because nitrogen/gas systems can leak...
-
- From The Fabricator
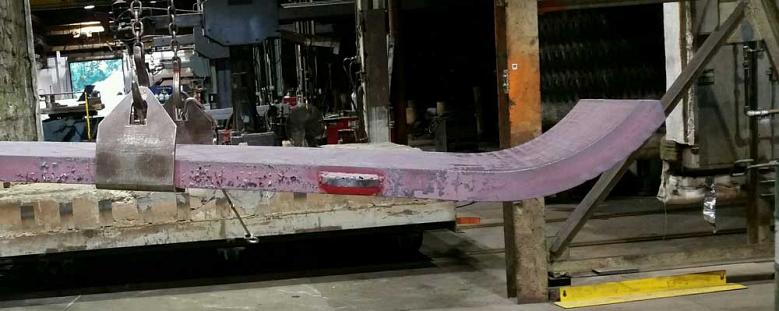
Plate rolling gets hot
Why should one consider hot plate rolling? It usually boils down to two reasons: The material can’t be cold rolled at all and meet customer requirements (thanks to cracking or other defects), or the job exceeds a plate roll’s capacity for cold rolling.
-

- From The Welder
Handle of semiautomatic GMAW torch stays cool
The new Cool-Grip semiautomatic GMAW torch, available from American Weldquip, is designed for cooler operation in high-amperage welding applications. The torch’s handle provides relief from high temperatures to help increase welder comfort. It is designed to inhibit the heat generated at the...
-
- From The Fabricator

Sintavia announces senior leadership appointments
Sintavia LLC, a provider of metal additive manufacturing services in Davie, Fla., has appointed J Louis Schlegel IV as global vice president of sales and Rick Clark as vice president of operations. Schlegel has 30 years of experience in technology hardware. Clark has a decade of production...
-
- From The Fabricator
Manufacturing Leadership Council releases critical issues agenda
The Manufacturing Leadership Council (MLC), Santa Clara, Calif., has released its 2017/2018 critical issues road map to Manufacturing 4.0. The council's 800+ members have identified the most urgent and important issues disrupting the manufacturing industry over the next 12 months as it pursues a...
-
- From The Fabricator

Laser system cuts tube, structural, sheet, plate
Mazak's Space Gear-U 44 performs high-speed, 2-D processing of sheet metal and plate; 3-D cutting of preformed parts; and 3-D rotary cutting of tube, pipe, and structural. In rotary mode, the machine cuts rectangular, round, and triangular pipe, as well as C-, H-, I-, and L-beams within a 6 in....
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad
