















Articles - Page 9

Setting up for tube inspection success
Mundo-Tech has taken the product of a team brainstorming session, 3D-printed fixtures, and turned it into an offshoot business that is now presenting a whole new world of possibilities.

Inspection increases accuracy, speed of tube production
For Yoshimura R&D, reducing setup time is critically important. The company has found one way to do that is reducing inspection time.
-

- From The Fabricator

One metal fabricator’s holistic automation strategy
Taking a holistic approach to automation, Metalworks of Lincoln, Neb., doubled its size while maintaining a healthy shop culture.
-
- From The Fabricator

A new dimension in beveling abrasives
3M has introduced a new abrasive for metal fabricating, and one plate beveler, Kentucky-based Precision Bevel, is very excited about the results.
-
- From The Fabricator

A guide to tandem press brakes
Tandem press brakes aren’t commonly found in a majority of fab shops, but when a business invests in one, it’s typically for a good reason.
-
- From The Fabricator

Metal fabrication quoting startup lowers the barrier to entry
At FABTECH 2023, Stella Source will launch a quoting and estimating platform for metal fabrication. The entry-level tier is free.
-
- From The Fabricator

Accountability in a metal fabrication company starts at the top
When welder or operator performance suffers, the worst thing your supervisors can do is pretend the problem doesn’t exist.
-
- From The Fabricator
Finding the CAD technique that gets the job done
CAD guru Gerald Davis uses a welded frame to demonstrate how a design and the techniques used to create the drawing can evolve.
-
- From The Fabricator
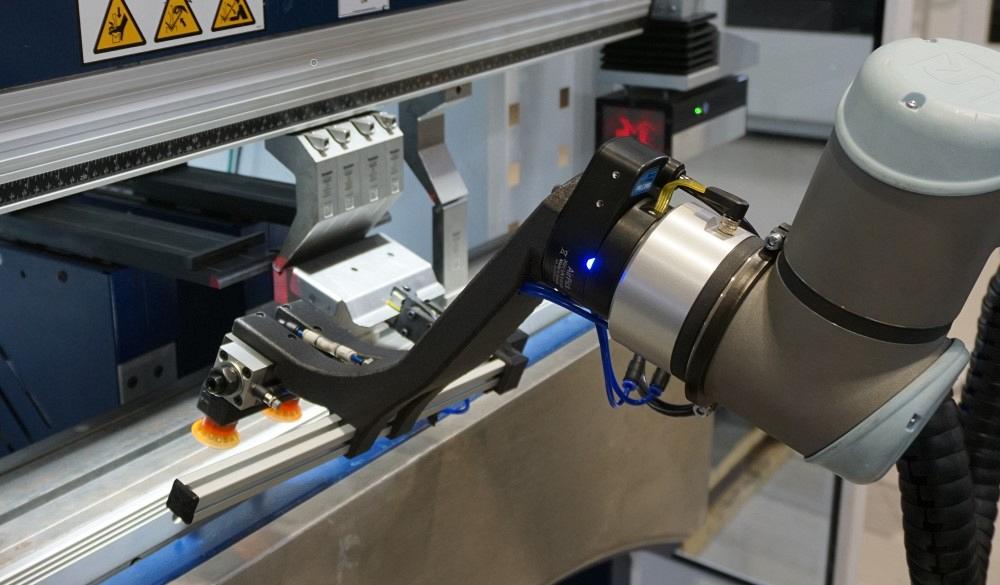
5 steps to automation success in metal manufacturing
Looking to automate your metal fabrication operations? Here's what your shop needs: foster a culture that embraces automation, identify your goals, pick a process that will have the greatest operational impact, and then communicate clearly and document comprehensively.
-
- From The Fabricator
Estimating basics and quoting jobs in custom metal fabrication
Costs are rising, so now’s a good time to review how exactly to account for them when quoting a job.
-
- From The Fabricator

The benefits of industrial filter recycling for metal manufacturers
By enabling metal fabricators to reuse dust cleaners, Wisdom Filter Clean is helping shops save money and slowing the dumping of filters into landfills.
-
- From The Fabricator

How gainsharing differs from profit sharing and drives improvement
When hourly employees work longer, they’re paid more. When they work smarter and accomplish more in fewer hours, they’re paid less. What gives? Gainsharing can help metal fabrication operations address the disconnect.
-
- From The Fabricator

More than 50 years of plate rolling
Saginaw, Texas-based Holloway Co. Inc. has been rolling plate for more than 50 years. While projects have changed, the company’s quality commitment hasn’t.
-
- From The Fabricator

Building and buying great software for metal manufacturing
Healthcare.gov’s disastrous rollout tells metal manufacturers what to avoid when looking into software, its quality, and how it was developed.
-
- From The Fabricator

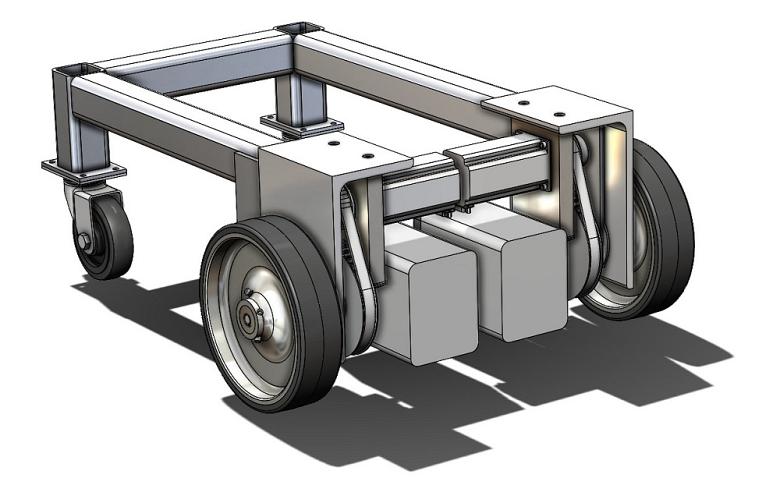
Automation in metal fabrication continues to become more mobile
Mobile automation like AMRs and AGVs are starting to find a place in metal fabrication operations—and they have enormous potential.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




