















More from The Fabricator
-

- From The Fabricator
9 myths of accounting in manufacturing
Many managers, particularly those at large manufacturers, rely on financial metrics to make decisions. Problem is, these metrics are often based on traditional cost accounting, which can provide misleading information.
-
- From The Fabricator

High-pressure spray gun fits all types of applications
Osborn has introduced the JacksonLea® LeaSpray HP™ spray gun for use with all JacksonLea polishing compounds. It is similar to other powder coating and painting guns but has a design that fits all types of control systems and applications, including hand, automatic, and robotic applications. Its...
-
- From The Fabricator
Economic outlook for Q3 forecasts 3.6 percent growth in 2017 equipment, software investment
Investment in equipment and software is expected to grow 3.6 percent in 2017, according to the Q3 update to the 2017 Equipment Leasing & Finance U.S. Economic Outlook released by the Equipment Leasing & Finance Foundation, Washington, D.C. The foundation revised its 2017 equipment and software...
-
- From The Fabricator

Klein Steel named best U.S. steel service center by AMM
Klein Steel Service, Rochester, N.Y., has received recognition as Best Steel Service Center in USA in American Metal Market’s (AMM’s) Steel Excellence Awards. According to AMM, Klein Steel embodies best-in-class practices as measured by global standards. The awards recognize world-class...
-
- From The Fabricator

Forget the bridge to Mars; invest in U.S. bridges
Federal elected officials fall in love with the idea of sending astronauts back to space, but attention is better spent putting metal fabricators to work rebuilding this country's infrastructure.
-
- From The Fabricator

Take a stand for free and fair trade
As the federal government investigates the threat that imported steel poses to national security interests, U.S. metal fabricators need to realize that their livelihoods may be at risk. FMA President and CEO Ed Youdell warns fabricators that any move to protect the domestic steel industry could result in steel prices at levels that metal fabricators haven’t seen in many years.
-
- From The Fabricator
BorgWarner receives multiple quality excellence certifications from Caterpillar
Two BorgWarner turbocharger manufacturing facilities have achieved recertification under Caterpillar's Supplier Quality Excellence Process (SQEP), which recognizes suppliers that demonstrate their commitment to excellence and drive a zero-defects culture within their organizations. The Ningbo,...
-
- From The Fabricator

Amada America Inc. entrusts fiber laser, press brake to Workshops for Warriors
Amada America, Buena Park, Calif., has entrusted an ENSIS 3015 AJ fiber laser and an HG 8025 press brake to San Diego-based Workshops for Warriors (WFW), a nonprofit school providing veterans, wounded warriors, and transitioning service members free training and nationally recognized industry...
-
- From The Fabricator
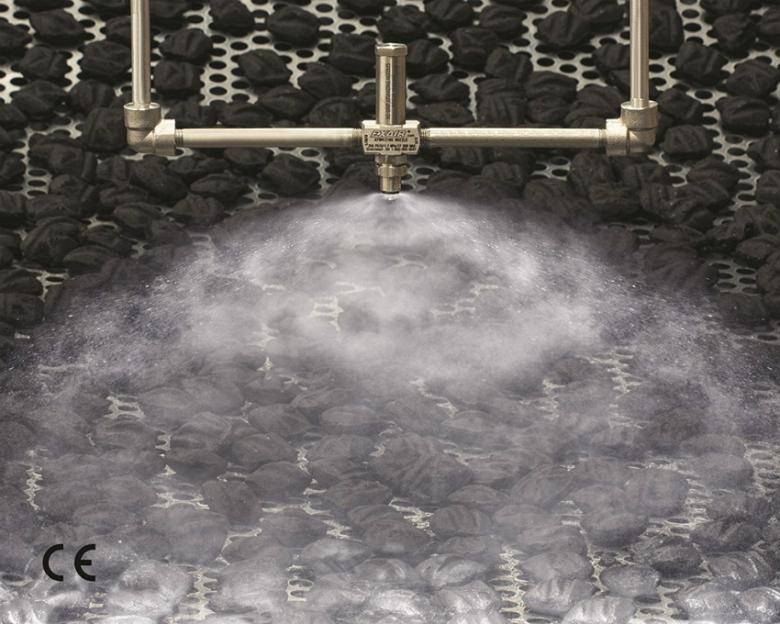
No-drip atomizing spray nozzle covers 360 degrees
Exair’s patented 1/4 NPT No Drip internal-mix 360-degree hollow circular pattern atomizing spray nozzle atomizes fluid and sprays away from the nozzle in all directions. This can provide a smooth, even coating on the inside diameter of a pipe or similar ductwork. The nozzle combines liquid and...
-
- From The Fabricator
Nuts, Bolts & Thingamajigs Foundation awards $46,000 in scholarships
Twenty-six students pursuing careers in manufacturing each earned $1,500 to $2,500 toward their postsecondary studies from Nuts, Bolts & Thingamajigs® (NBT), The Foundation of the Fabricators & Manufacturers Association Intl. (FMA), Elgin, Ill. For the fall 2017 semester, NBT awarded scholarships...
-

- From The Welder

Grinding wheel includes vibration-minimizing technology
Walter Surface Technologies has introduced the Xcavator™ Type 27 depressed-center grinding wheel with Comfort Max™ technology at the hub of the wheel to minimize vibration. According to the company, the technology reduces operating vibrations by up to 15 percent compared to the previous model....
-
- From The Fabricator
The lean manufacturing transformation: From chaos to order
Columnist Jeff Sipes tells the story of Ron, president of the fictional Typical Fabrication Co., and the chaos he experienced before the lean transformation and the order that came after.
-
- From The Fabricator
Die Science: Splitting or cracking?
I conduct and attend many technical conferences about die design techniques and metal forming methods. During these conferences, the topic of metal failure almost always comes up. Terms such as splitting , cracking , ripping , tearing , necking , laminations , and elongations often...
-
- From The Fabricator
How 80/20 rules metal fabrication
The 80/20 rule helps fabricators focus on the impactful 20 percent of their business. Like anything else in high-product-mix manufacturing, implementing 80/20 isn’t always straightforward. But when it’s working, trust and enjoyment abound among both co-workers and customers.
-
- From The Fabricator

SET Enterprises CEO named to 2017 Men of Excellence list
Metals processor SET Enterprises Inc., an Asaba Group Holdings Company in Warren, Mich., has announced that CEO/President Victor Edozien has been named by the Michigan Chronicle to its 2017 list of Men of Excellence. The list recognizes African-American men who inspire others through vision,...
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
