















Fabrication Consultant

Como consultor de dirección, visito talleres como éste con mucha frecuencia. Un taller decidió establecer un mini centro de servicio. La compañía estableció un área de ventas de mostrador y aumentó su inventario para apoyar el servicio. El almacenamiento de material para el mini centro de servicio era de 7,500 pies cuadrados (697 metros cuadrados), sumados a la instalación de fabricación de 35,000 pies cuadrados (3252 metros cuadrados) que albergaba taladros magnéticos, una prensa dobladora, y una cizalla. Un análisis de tiempos mostró que la compañía podía hacer algunos cambios físicos menores a la instalación de fabricación que maximizarían la eficiencia y resultarían en ahorros de alrededor del 8 por ciento durante del primer año.
Sin embargo, más importante aún, el análisis reveló que el mini centro de servicio estaba operando bajo una pérdida neta. La firma estaba comprando acero y vendiéndolo sólo a un 10 por ciento más del costo. Incluso los costos generales de operación para el mini centro de servicio eran cercanos a 50 por ciento más que el costo. La compañía estaba perdiendo 40 por ciento en cada venta. El taller rápidamente elevó de manera significativa los precios de su mini centro de servicio, pero este escenario ilustra por qué es importante apegarse a lo que uno sabe en su negocio.
Otro cliente fabricante me llamó recientemente, preocupado de que su oferta de trabajo no era muy efectiva en esta difícil economía. Él tenía dos estimadores y él mismo tratando de ofertar trabajo, y quería aumentar el número de trabajos que estaban ofreciendo.
Un análisis de tiempos del procedimiento de oferta mostró que estaban ofertando trabajos usando hojas de cálculo que ellos habían hecho, pero sin ningún programa de estimación real. Le mostré que introduciendo un programa sencillo, ellos podían triplicar el número de trabajos que los tres estaban ofertando. Una vez configurado para su taller, el programa haría automáticamente lo que ellos habían estado haciendo manualmente, incluyendo la verificación de precios de materiales por lo que el estimador podía ver de un vistazo qué precios habían estado en el pasado, ahorrando tiempo de verificación. Ahora tres estimadores pueden hacer el trabajo de seis. Eso sí que es usar sabiamente su tiempo.
El análisis de tiempos en un negocio de fabricación es mucho más que un simple estudio de funciones de mano de obra. Cuando se hace correctamente, el análisis de tiempos considera el panorama completo de una operación; distribución de planta, flujo de material, prácticas de gestión, funciones de taller y actividades de compra, son todas áreas de interés si usted quiere maximizar la eficiencia de su planta.
Un taller de fabricación tiene dos formas de hacer un análisis de tiempos:
Aun cuando la opción mecánica es más precisa, también es más costosa. Los relojes checadores o las estaciones computarizadas de perforación se ponen estratégicamente por todo el taller para recoger información. A los empleados se les asignan números, así como a cada función de trabajo. Antes de que un empleado inicie un trabajo, checa con el código de la tarea que va a hacer, como soldadura, por ejemplo. Cuando termina, regresa y checa de nuevo para que la computadora sepa que terminó la tarea. Estos datos se recolectan al menos durante varios días, se analizan y se usan para formar el reporte de análisis de tiempos.
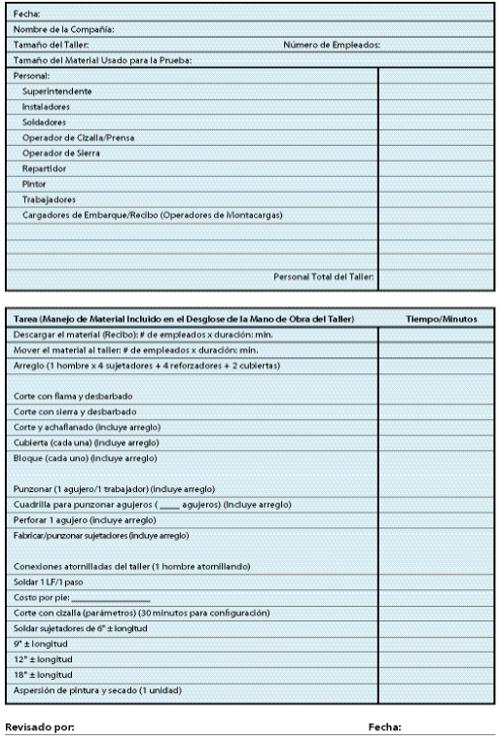
Supongamos que debido a que el método manual es más barato, usted ha elegido hacer el estudio de esa manera. Usted necesitará un buen cronómetro y formas para registrar los tiempos (vea la Figura 1). Yo recomiendo mucho que el estudio se haga cuando se está fabricando un trabajo real. Sin embargo, si no se está fabricando nada en ese momento, usted tendrá que echar a andar los procesos. A continuación hay una pequeña lista de algunos materiales que he usado para hacer un análisis en esta situación:
Para obtener los resultados de tiempos más precisos y “reales?, intente que sus empleados no sepan que los está cronometrando. Cuando inicie el tiempo, sea consistente cada vez. Empiece cronometrando la descarga de material conforme se está recibiendo. ¿Cuántas personas se necesitan y por cuánto tiempo? Empiece su tiempo cuando la primera persona entra en contacto con el camión y no detenga el tiempo hasta que la pieza sea enviada a almacenamiento y desenganchada del montacargas o grúa aérea.
Siga este método para cada trabajo hecho en el taller. Estudie cada trabajo al menos cinco veces durante varios días, a diferentes horas del día, para tomar en cuenta la naturaleza humana y otros factores. Si ve que un empleado se detiene a platicar con un compañero o a afilar su esteatita, no deje de cronometrar el procedimiento. Todo es parte del proceso.
Después de tomar datos durante varios días, súmelos para obtener un tiempo promedio gastado haciendo cada función. Luego es tiempo de hacer algo de investigación sobre qué tanto tiempo debería tomar el hacer ciertos trabajos. Hay varios buenos libros sobre el tema, y la Figura 2 muestra un conjunto de puntos de referencia que he recopilado en años de hacer análisis de tiempos.
Los tiempos listados en los libros y en la Figura 2 deben usarse como un punto de referencia, no como una meta. Si su taller puede hacer el trabajo más rápido, no lo haga lento para hacerlo coincidir con el tiempo de referencia. Sin embargo, si la diferencia es significativa entre sus tiempos y los tiempos de referencia—típicamente más del 25 por ciento—necesita ver cómo se están haciendo los trabajos en su taller.
Por ejemplo, la Figura 2 muestra que debería tomar seis minutos cortar con flama y desbarbar una viga de ala ancha. Si un análisis de tiempos muestra que en su taller toma ocho minutos hacer ese trabajo, usted debe tratar de averiguar por qué.
Una vez que ha hecho su análisis y sabe que necesita hacer algunos cambios, el lugar para empezar es el taller, donde están los ahorros más espectaculares de tiempo.
El primer paso es revisar su operación actual. ¿Cómo hace lo que hace? ¿Qué pasos realizan sus empleados para hacer las diversas funciones? ¿Reciben material a una distancia del taller y luego tienen que arrastrarlo o cargarlo al taller, o reciben el material en un punto cerca del taller para evitar perder tiempo en meter el material? ¿Su material fluye de manera lógica en el taller? ¿Se envía a la estación de corte primero y luego de regreso a la estación de ajuste?
El siguiente paso—y uno muy importante—es poner en papel el flujo del taller y la distribución del equipo. Dibujar su distribución le da la oportunidad de entender el flujo del taller. Puede cambiar la distribución del equipo sin interrumpir las operaciones reales del taller.
Asegúrese de involucrar a la gente de su taller en el proceso y escuchar sus ideas sobre las formas de ahorrar tiempo. En un taller, los empleados y yo movimos el equipo a escala sobre el papel para tener un mejor flujo de material. Uno de los ajustadores vino con la idea de poner una puerta pequeña en el lado enfrente de las mesas de corte para que el material pudiera ponerse en una banda transportadora afuera y moverse hacia el área de corte del edificio. Anteriormente el material estaba viniendo por una puerta lateral elevada y se subía en la banda transportadora.
Este cambio menor permitió a los hombres del depósito usar la grúa aérea para levantar el material del área de almacenamiento, ponerlo en la banda transportadora, y alimentarlo hacia adentro. El tiempo ahorrado fue de 19 minutos cada vez que llevaban una pieza al taller para cortarla. ¡Imagine cuánto tiempo le ahorraría eso a su taller!
Luego, necesitará responder varias preguntas:
Para muchos talleres, las respuestas a estas preguntas con frecuencia son negativas. El flujo de material es improductivo; el material tiene que ser manipulado numerosas veces antes de ser fabricado y durante el proceso de fabricación en sí. Recuerde, mientras más manipule el material, más dinero pierde.
Una manera de aumentar la eficiencia es prefabricar la mayor parte posible de un trabajo mientras que espera los dibujos finales aprobados. El prefabricar elementos como sujetadores, reforzadores y placas base y de cubierta le ahorrará tiempo cuando la fabricación empiece realmente. Cuando el trabajo empieza, no tendrá que tratar de ponerse al día. Trate de estandarizar todos sus sujetadores de forma que tenga un pequeño inventario listo en todo momento. Yo solía hacer visitas demasiado cortas nada más que para este propósito.
Asegúrese de que su taller sea adecuado para la fabricación en acero. El material no debe moverse sobre las cabezas de los empleados a menos que sea absolutamente necesario, para que nadie tenga que dejar de trabajar mientras el material esté siendo movido. Y no olvide buscar otras obstrucciones para aumentar la eficiencia. Algo tan simple como tener un enfriador de agua en una parte de fácil acceso del taller puede ahorrarle a la compañía dinero con el tiempo, pues los empleados gastan menos tiempo en caminar para tomar agua.
Asegúrese de tener un reporte de producción para su actividad de fabricación. ¿Cómo puede ver a dónde va si no puede ver en dónde ha estado? Incluso un reporte simple es mejor que nada. El encargado del taller puede anotar el elemento en que se está trabajando y marcar qué se le hizo. Con eso, la oficina puede ver qué se hizo y qué no, y qué está listo para el siguiente paso del proceso.
El reporte diario le da una forma de verificar la eficiencia de su taller. Además le da un punto de partida para estimar la capacidad de producción de su taller. El gerente de proyecto puede usar el reporte para ver cuánto tiempo tomó fabricar un elemento y luego compararlo con su cálculo aproximado.
Un buen programa de software de administración de acero puede darle una instantánea de lo que se está trabajando en el taller en algún momento dado. Usted puede tomar decisiones sobre calendarios de fabricación, tiempos de producción y calendarios de embarque/recepción a partir de estos reportes y descubrir problemas mucho antes de que sean sacados a relucir por los empleados o los trabajos empiecen a atrasarse en la producción.
El cómo fluye la actividad en la oficina puede impactar al taller positiva o negativamente. Una consideración inmediata debe ser el software estimativo. Un estimador trabajando con buen software estimativo para acero estructural puede hacer el trabajo de tres estimadores trabajando al modo antiguo, debido a que el software hace funciones múltiples a la vez. Además puede hacer cálculos avanzados que son difíciles de establecer en una hoja de cálculo casera. Software de seguimiento del trabajo y programas que aceptan facturación avanzada de materiales (ABM, por sus siglas en inglés) además pueden ahorrar tiempo y, como resultado, dinero.
Cuando esté buscando ahorrar tiempo en la oficina, tampoco olvide las cosas simples, como anexar una copiadora de fácil acceso en el área donde trabajan los estimadores. El establecer un sistema de inventario preciso en las computadoras también puede aumentar sus utilidades, debido a que el inventario puede ser visto por los estimadores, gente de producción y empleados de adquisiciones, y no necesita enviarse a nadie al almacén para verificarlo todo el tiempo.
Hablando de inventario, su taller puede ahorrar tiempo reduciendo el inventario mediante la subcontratación. Con el mercado que tenemos, usted no desea llevar un inventario grande. Deje que los centros de servicio lo lleven por usted. Lo mismo aplica a dejar que el centro de servicio corte por usted parte del material antes de que lo mande a su taller.
Hay estudios que muestran que puede ahorrar de 5 a 8 por ciento al ordenar material si compra las vigas y tubo de acero ya cortados a la medida. Al empezar un nuevo trabajo, compre el material cortado a la medida y compárelo con lo que habría gastado cortándolo usted mismo a partir de tramos en inventario.
El hacer un análisis de tiempos es más que simplemente cronometrar cuánto tiempo toma hacer un cierto trabajo. Esto implica el usar esa información para encontrar formas de cambiar cómo fluye el trabajo a través del taller y la oficina para una mayor eficiencia. Los fabricantes que tienen la perspicacia de hacer esos cambios verán beneficios en tiempo real y en dinero real.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}