















Evitando confusiones con las mezclas de gas de protección
Cómo encontrar la mezcla de gas correcta para el taller en constante cambio
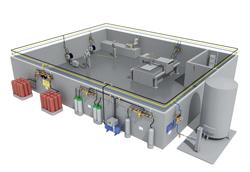
Figura 2: La instalación de un suministro de gas central afuera del trabajo puede aliviar la necesidad de que el operador de la soldadura sea responsable de este suministro.
Conforme la industria metalmecánica pesada se desplaza de Estados Unidos a ubicaciones en el exterior, los talleres se enfrentan a una variedad más amplia de materiales para fabricación y soldadura. Debido a que cada material puede requerir una mezcla de gas de protección diferente para soldadura por arco de metal con gas (GMAW, por sus siglas en inglés), es crítico que usted esté informado sobre estos gases y los métodos más eficientes de entrega.
Los gases de protección para GMAW típicamente se suministran en mezclas de dos o tres gases que consisten en argón, dióxido de carbono (CO2) y helio. En algunas aplicaciones, se agrega hidrógeno o nitrógeno a una mezcla con uno o dos de los gases básicos. Para entender qué mezcla de gas es mejor para su aplicación, necesita entender cada gas y sus efectos en la soldadura.
Argón
El argón se usa en metales base no ferrosos (aleaciones de magnesio, cobre, níquel y aluminio), y en metales reactivos (zirconio y titanio). El argón da una estabilidad en la soldadura por arco, una penetración y un perfil de cordón excelentes en estos metales base, así que éste típicamente se mezcla con otros gases, como oxígeno, helio, CO2, o hidrógeno, para soldar metales base ferrosos.
El bajo potencial de ionización del argón ayuda a crear una excelente trayectoria de corriente. Además, el gas produce una columna de arco estrecha con alta densidad de corriente, haciendo que la energía del arco se concentre en un área pequeña.
CO2
Un gas reactivo, el CO2 se separa en monóxido de carbono y oxígeno libre en el calor del arco. Luego el oxígeno se combina con elementos que se transfieren a través del arco para formar óxidos del pozo de soldadura en forma de escoria y oxidación, generando una gran cantidad de humo y vapores.
Gas reactivo que produce un efecto oxidante, el CO2 se usa con frecuencia en su forma pura para soldar acero al carbón, debido a que se consigue fácilmente y produce buenas soldaduras consistentes a bajo costo. Sin embargo, dado que no soporta procesos de transferencia por rocío, su uso está limitado a los modos de corto circuito y globular. De hecho, una de las mayores desventajas del CO2 es su fuerte transferencia globular con una salpicadura característica.
El CO2 tiene un bajo costo por unidad, pero no siempre se traduce en el más bajo costo por centímetro de soldadura depositada. Una menor eficiencia de deposición, causada por la pérdida por salpicadura, puede influir en el costo final de la soldadura. En el proceso global de soldadura, el costo del gas de protección es muy bajo, normalmente de 3 a 5 por ciento, mientras que la mano de obra supera el 75 por ciento del costo.
Helio
El helio es un gas químicamente inerte que se usa para aplicaciones de soldadura que requieren altas entradas de calor. Puede mejorar la profundidad de fusión y la velocidad de viaje, pero no produce el arco estable que produce el argón.
El helio tiene una conductividad tér-mica más alta que el argón, y produce una columna del arco más ancha, fomentando una mayor fluidez del pozo de soldadura y una mejor acción de mojado. Esto es una ventaja al soldar aleaciones de cobre, magnesio y aluminio.
Mezclas de gas
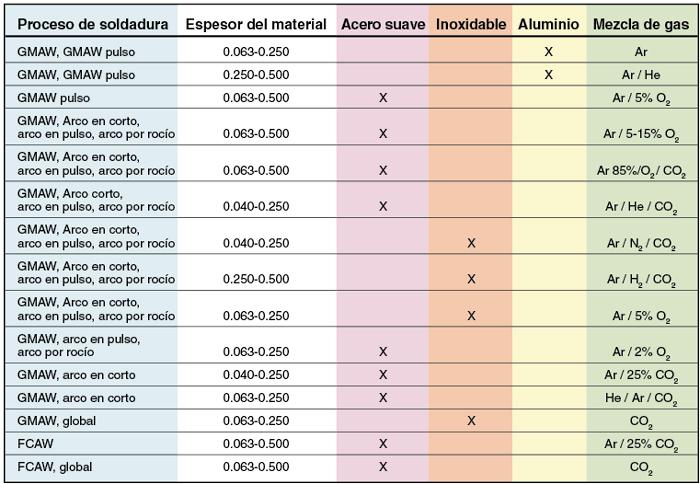
Se han encontrado varias mezclas de gases estándar para mejorar el proceso de GMAW. La gráfica en la Figura 1 muestra qué mezclas de gas son mejores para diversas aplicaciones.

Figura 3: Los mezcladores instalados en el punto de uso pueden proporcionar diferentes mezclas para diferentes operadores.
Argón/oxígeno. Agregar pequeñas cantidades de oxígeno, normalmente de 1 a 5 por ciento, al argón estabiliza enormemente el arco de soldadura, aumenta la velocidad de goteo del metal de aportación, reduce la corriente de transición por rocío e influye en la forma del cordón. El pozo de soldadura es más fluido y permanece fundido más tiempo, permitiendo que el metal fluya hacia los bordes de la soldadura.
Agregar 1 por ciento de oxígeno produce una mezcla usada principalmente para transferencia por rocío en acero inoxidable. Esta cantidad de oxígeno usualmente es suficiente para estabilizar el arco y mejorar la velocidad de goteo y la apariencia del cordón.
Cuando se agrega 2 por ciento de oxígeno al argón, se produce una mezcla adecuada para soldadura por arco con rocío de aceros al carbón, aceros de baja aleación y aceros inoxidables. Proporciona una mayor acción de mojado que la mezcla con 1 por ciento de oxígeno. Las propiedades mecánicas de la soldadura y la resistencia a la corrosión de soldaduras hechas con adiciones de 1 por ciento y 2 por ciento de oxígeno son similares. Sin embargo, la apariencia del cordón es más oscura y más oxidada para las mezclas de 2 por ciento con aceros inoxidables.
Cinco por ciento de oxígeno mezclado con argón produce una mezcla que proporciona un pozo de soldadura más fluido pero controlable. Es la mezcla de argón/oxígeno que se usa más comúnmente para soldadura general de acero al carbón. El oxígeno agregado además permite velocidades de viaje más altas.
Argón/CO2. Las mezclas de argón/CO2 se usan principalmente en aceros al carbón y de baja aleación, y tienen aplicación limitada en aceros inoxidables. El CO2 agregado al argón a niveles altos de corriente aumenta la salpicadura de soldadura.
En la GMAW, debe alcanzarse un nivel de corriente ligeramente más alto al usar argón/CO2 para establecer y mantener estable la transferencia por rocío. A más de alrededor de un 20 por ciento de CO2, la transferencia por rocío se vuelve inestable, y ocurre transferencia periódica por corto circuito y globular.
Agregar 5 por ciento de CO2 al argón produce una mezcla adecuada para transferencia por rocío pulsada y transferencia por corto circuito en una gama de espesores de material. Las fuerzas de arco que se desarrollan le dan a esta mezcla más tolerancia al escamado y un charco más controlable que una mezcla de argón/oxígeno.
Diez por ciento de CO2 agregado al argón produce una mezcla que se comporta de manera similar a la mezcla de 5 por ciento, pero con una entrada más alta de calor, lo que da un charco de soldadura más ancho y más fluido, ya sea en transferencia por corto circuito o por rocío.
Cuando se agrega 15 por ciento de CO2 al argón, se produce una mezcla usada para diversas aplicaciones de acero al carbón y de baja aleación. En modo de transferencia por corto circuito, esta mezcla puede usarse para lograr una productividad máxima en metales de calibre delgado, minimizando la tendencia excesiva a atravesar el material que tienen las mezclas con más CO2, mientras que aumenta los ritmos de deposición y las velocidades de viaje.
Agregar 20 por ciento de CO2 al argón produce una mezcla que puede usarse para soldadura de acero al carbón con transferencia por corto circuito o por rocío, pero puede producir más salpicadura que la mezcla con 15 por ciento.
La mezcla de 25 por ciento de CO2 y argón se usa comúnmente para GMAW con transferencia por corto circuito en acero al bajo carbón. Una de las mezclas de argón/CO2 usadas más comúnmente, se formuló para proporcionar una frecuencia de goteo óptima en transferencia por corto circuito usando alambre de 0.035 y 0.045 pulgadas de diámetro. Esta mezcla funciona bien en aplicaciones de alta corriente en metal base grueso. Favorece una buena estabilidad del arco, buen control del pozo de soldadura y buena apariencia del cordón de soldadura, pero no soporta transferencia de metal por modo de rocío.
Cuarenta por ciento de CO2 agregado al argón produce una mezcla recomendada para algunos alambres con núcleo de fundente, para lograr mejor estabilidad del arco y menos salpicadura. Esta mezcla con frecuencia mejora la penetración de la soldadura en comparación con la mezcla con 25 por ciento.
Agregar 50 por ciento de CO2 al argón produce una mezcla que con frecuencia puede usarse para soldadura de tubo por arco en corto, especialmente cuando hay otros contaminantes en las superficies que se van a soldar.
Argón/helio. El helio con frecuencia se mezcla con argón para obtener las ventajas de ambos gases. Mientras que el argón proporciona buena estabilidad del arco y acción de limpieza, agregar helio facilita el mojado con una amplia anchura de fusión.
Las mezclas de argón/helio se usan principalmente para metales base no fe-rrosos, como el aluminio y el cobre, para aumentar la entrada de calor. En general, mientras más grueso sea el metal base, más alto será el porcentaje de helio. Porcentajes pequeños de helio, de hasta un 20 por ciento, afectan al arco. Conforme aumenta el porcentaje de helio, aumentan el voltaje del arco, la salpicadura y la relación de anchura y profundidad de la soldadura, mientras que la porosidad se minimiza en el aluminio. El argón debe ser al menos el 20 por ciento cuando se mezcla con helio para producir y mantener una transferencia por rocío estable.
Agregar el 25 por ciento de helio al argón produce una mezcla que se usa para soldar metales base no ferrosos cuando se necesita un aumento en la entrada de calor, y la apariencia del cordón de soldadura es de primordial importancia.
Cuando se agrega 50 por ciento de helio al argón, la mezcla es adecuada para soldadura de alta velocidad mecanizada de materiales no ferrosos que no excedan 0.75 pulgadas de espesor.
Una adición de 75 por ciento de helio al argón produce una mezcla para soldadura mecanizada de aluminio con espesor mayor a 1 pulgada en la posición plana.
Mezclas de tres gases. Existen mezclas de tres gases, pero éstas se usan típicamente para aplicaciones especiales. El argón es el gas principal usado en combinación con otros.
Costos del suministro de gas
El costo de producción siempre es un factor crítico en la selección del proceso de soldadura más eficiente a usar; además usted necesita considerar el gasto asociado con las mezclas de gas de protección. El costo de gases básicos y mezclas de gas para soldadura puede variar enormemente. El CO2 es el menos caro, mientras que el helio es el más caro; el precio del argón está entre los dos.
Sin embargo, su elección de gas de protección no debe basarse únicamente en el costo por pie cúbico. El gas de protección no es sólo un producto de un solo propósito en la ecuación de la soldadura; es un elemento crítico en el grupo de tecnologías básicas que forman el proceso de soldadura.
A pesar de ser crítico para el proceso, el gas de protección usualmente es uno de los elementos menos costosos. Una reducción en el costo de la mano de obra, por ejemplo, tendría un efecto mucho mayor en los gastos globales que la elección de un gas o una mezcla de gas de un costo menor.
Curiosamente, considerar el suministro de gas puede ayudar a reducir costos de mano de obra. La instalación de un suministro de gas central afuera del trabajo (vea la Figura 2), por ejemplo, puede aliviar la necesidad de que el operador de la soldadura sea responsable del suministro de gas, haciendo a ese operador más eficiente en el proceso de soldadura.
Otro factor a considerar es el uso de dispositivos mezcladores de gas para suministrar los gases requeridos. Los gases mezclados suministrados en cilindros individuales vienen a un precio elevado, lo que resulta en mayores costos globales del proceso. Pueden instalarse mezcladores de gas en el punto de suministro, lo cual es una buena opción cuando muchos operadores usan la misma mezcla de gas durante un largo periodo de tiempo, o en el punto de uso (vea la Figura 3), lo cual es mejor si varios operadores van a usar mezclas diferentes. Si el volumen de gas es alto, los contenedores criogénicos pue-den ser más rentables que los cilindros de gas comprimido. Todos los gases pueden suministrarse en contenedores criogénicos excepto el helio y el hidrógeno.
El uso de un sistema mezclador de gases junto con un suministro central de gas es determinado por el volumen de gases usado.
Si un gas de protección para soldadura es crítico para su proceso, usted tendría que analizar o verificar ese gas. Puede solicitar un certificado de cumplimiento al proveedor de gas para gases mezclados, pero cuando los gases se mezclan en sitio, debe usar un analizador externo. Un mezclador equipado con un analizador puede verificar los gases suministrados desde el sistema mezclador, pero no la mezcla real en el proceso de soldadura; en estos casos, puede usarse un analizador portátil de gases.
Su proveedor de gas puede ayudarlo a considerar todas sus opciones para mezclas de gas y modo de suministro. El proveedor también puede ayudarlo a considerar algunas cuestiones básicas con respecto a la selección de su mezcla de gas de protección de soldadura:
- ¿Cómo afecta a la soldadura la selección de gas?
- ¿Cuál es la mejor mezcla para la aplicación?
- ¿Cuál es el mejor método de suministro de gas?
- ¿Qué tan crítica es la precisión de la mezcla de gases para esta aplicación?
Conforme cambie cada trabajo, sus requerimientos también podrían cambiar. Conocer sus opciones de tipos de gas y métodos de suministro le ayudará a elegir los productos más eficientes y rentables para su proceso de soldadura.n
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Máquina de corte por láser diseñada para el mercado mexicano

3
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

4
La máquina procesadora de placas crea biseles complejos en un solo corte

5
El software guía a los soldadores a través de instrucciones de trabajo
