















Head of Product Marketing, Market Region NAFTA

Figura 1: Para cortar material grueso, se necesita un patrón de quemadura mayor para crear un canal ancho para expulsar material fundido durante el corte láser.
Todos los niños terminan descubriendo la fuerza combinada de la luz del sol y una lupa. La capacidad de enfocar la energía del sol a través de la lupa y hacer arder algo es absolutamente fascinante para ellos.
Descubren que conforme mueven la lupa hacia arriba y hacia abajo, el punto que produce cambia tanto en tamaño como en brillo. El dirigir un punto enfocado de manera muy cerrada hacia una hoja seca hace que ésta arda de inmediato, pero cuando el patrón de quemadura se agranda ampliando el punto enfocado, toma más tiempo producir un efecto perceptible en la hoja.
Los niños con una mente inquisitiva siguen aprendiendo más acerca de la relación entre la lupa y el sol. Cuando la lupa se mueve para hacia arriba y hacia abajo, el punto reduce su tamaño hasta que se convierte en un punto diminuto y brillante y luego aumenta de nuevo conforme la lupa continúa moviéndose—como si se creara una forma de reloj de arena en tres dimensiones. Los niños aprenden que a menos que sostengan la lupa a un ángulo exactamente perpendicular al ángulo del sol, tienen poco éxito con el proceso de quema. Lección aprendida: mantener el menor tamaño de punto al ángulo correcto es la forma más efectiva de quemar una hoja.
Para muchos niños, ésta es la primera lección de “enfoque?. Para este autor, fue el catalizador para una carrera que abarca 20 años trabajando con sistemas de corte láser de alta potencia.
Cada fabricante puede tener su opinión en cuanto a cuál es el elemento más importante en el corte láser. ¿Usted piensa que lo es mantener el menor tamaño de punto y la orientación de la lente perpendicular al eje del rayo láser? Si contestó sí, usted está parcialmente en lo cierto, pero necesitan considerarse muchos otros factores con respecto a las propiedades del rayo láser y a las aplicaciones de corte. El mantener las posiciones de foco dentro del material es crucial para la repetibilidad de los parámetros del corte láser y para producir una calidad de borde consistente.
Por ejemplo, cuando se trabaja con materiales gruesos (vea la Figura 1), de hecho es necesario crear un patrón de quemadura más grande para crear un canal más ancho, lo cual se necesita para soportar un volumen mayor de material fundido que debe ser expulsado durante el proceso de corte. Para crear este patrón de quemadura agrandado, usted enfoca el rayo ya sea arriba o abajo de la superficie del material dependiendo del gas auxiliar. En consecuencia, enfocar un punto pequeño sobre la superficie típicamente es una estrategia menos exitosa para material más grueso.
Para material más delgado (vea la Figura 2), sin embargo, un punto pequeño enfocado sobre la superficie del material es mucho más efectivo que uno más grande debido a que hay menos material involucrado y, en consecuencia, no se requiere un canal más amplio.
Un factor muy importante que se debe considerar con el corte láser es el uso de un gas auxiliar, como oxígeno, nitrógeno o aire comprimido. Cada gas tiene propiedades específicas relacionadas con acelerar el proceso de quema, evacuar el material fundido, o ambas cosas.
En el corte láser, los gases auxiliares soportan dos reacciones específicas: exotérmica o endotérmica. Las reglas de enfoque varían con el tipo de reacción y gas usado.
Las reacciones exotérmicas son creadas mediante el uso de un gas que ofrece propiedades acelerantes, como el oxígeno. Durante este tipo de reacción, la intensa energía del rayo láser vaporiza—o literalmente hierve—el material de corte conforme el oxígeno reacciona vigorosamente con el material fundido en su estado líquido. Durante el corte a alta presión asistido por oxígeno, el material base es llevado a una temperatura tan intensamente alta que la conversión del material a un vapor térmico es casi completa.
Figura 2: Para cortar material delgado, bastará con un punto pequeño enfocado sobre el material de la superficie debido a que no se necesita un canal ancho.
Las reglas de enfoque para soportar reacciones exotérmicas requieren que las posiciones del foco estén arriba de la superficie para materiales gruesos, o justo en la superficie superior para materiales más delgados.
Cuando el foco está arriba del material, usted típicamente está usando una presión baja y un volumen bajo para ayudar a licuar y luego expulsar el material fundido (aproximadamente de 6 a 8 libras por pulgada cuadrada a 40 pies cúbicos por hora (1133.7 litros por hora)). En realidad, muy poco del material se vaporiza debido a que el volumen pequeño de oxígeno es incapaz de soportar una vaporización completa. Cuando el foco se coloca justo en la superficie del material, usted típicamente está usando una alta presión y un alto volumen (aproximadamente 60 PSI a 80 CFH (2267 litros por hora)). Esto es suficiente para soportar una vaporización vigorosa del material.
Ésa es la razón por la cual cuando usted inspecciona la mayoría de las mesas de corte donde se corta predominantemente material más delgado, verá muy poco material acumulado en los soportes de la mesa. En contraste, las mesas de corte usadas para procesar materiales más gruesos tendrán un volumen mucho mayor de material acumulado en sus soportes.
Las reacciones endotérmicas, por otro lado, se crean cuando usted usa un gas que tiene propiedades inertes o no reactivas. El nitrógeno y el argón caen dentro de esta categoría.
Durante este tipo de reacción, el gas está soportando sólo la evacuación del material fundido a través del canal de corte. El proceso endotérmico depende sobremanera de la energía en bruto del rayo láser enfocado para llevar rápidamente el material base a un estado fundido y crear el canal de corte adecuado. Esto permite al gas inerte expulsar el material licuado a través del canal de corte, dejando una superficie bien cortada sin adherencia de escoria.
Las reglas de enfoque para soportar reacciones endotérmicas requieren que las posiciones de foco estén en la parte inferior del material, o justo debajo de éste. El mantener el foco debajo del material crea una ligera forma en V dentro del canal de corte, permitiendo que el gas a alta presión comprima el material fundido a través del canal de corte a una alta velocidad y expulsándolo a través de la base del canal.
Las reacciones endotérmicas requieren alto volumen y alta presión para soportar una evacuación rápida del material fundido. Los volúmenes típicos pueden empezar en 350 CFH para materiales delgados y llegar a más de 3,000 CFH para materiales más gruesos. Las presiones pueden empezar en 140 PSI para materiales delgados y llegar a más de 300 PSI para más gruesos.
El usar aire comprimido como gas auxiliar de hecho produce reacciones tanto endotérmica como exotérmica al mismo tiempo. Sin embargo, debido a que el volumen de aire está compuesto principalmente de nitrógeno (aproximadamente 78 por ciento), es principalmente una reacción endotérmica, con el volumen pequeño de oxígeno (alrededor del 20 por ciento) creando una reacción exotérmica simultánea, pero menor. Esto da como resultado una fusión más rápida del material base debido a las propiedades reactivas del oxígeno. El resto del aire es principalmente inerte en composición y se suma sólo a la reacción endotérmica producida por el nitrógeno.
El corte con aire comprimido tiene los mejores resultados cuando la posición del foco se mantiene en el centro del espesor del material.
Justo como la intensidad del sol afecta la capacidad de la lupa de enfocar y crear un tamaño de punto efectivo, así influye el rayo láser sin enfocar en qué tan bien usted puede enfocar su energía y en el tamaño del punto enfocado que resulta. He aquí la regla general: mientras mayor sea el diámetro del rayo sin enfocar, mayor será el diámetro de la cintura focal resultante, y más lejos se proyecta de la lente el punto focal.
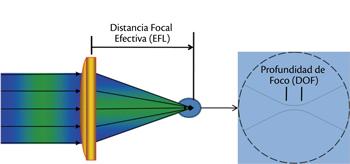
Figura 3: Una distancia focal efectiva de la lente determina el tamaño resultante del punto del rayo láser y su profundidad de foco.
Otra forma de cambiar efectivamente el tamaño del punto es usando una lente con una distancia focal efectiva (EFL, por sus siglas en inglés) diferente. Esto crea no sólo un tamaño diferente de punto, sino también una profundidad de foco (DOF, por sus siglas en inglés) diferente, como se ilustra en la Figura 3. Tenga en mente que el DOF no es simplemente donde el rayo es el menor (cintura focal), sino también incluye un intervalo justo antes y después del menor tamaño de punto.
Como ejemplo de cambio del tamaño del punto y DOF, considere un rayo láser de CO2 con una longitud de onda de 10,600 nm, un diámetro del rayo sin enfocar de 20 mm, y un M2 de 2. Si pasamos este rayo a través de una lente de 3.75 pulgadas (95.25 mm), el diámetro en la cintura focal sería aproximadamente 128 micrones (0.128 mm). Ahora, si sustituimos una lente de 5 pulgadas (127 mm), usando el mismo rayo sin enfocar de 20 mm, el diámetro en la cintura focal sería 170 micrones (0.170 mm). Simultáneamente, ocurriría un cambio en la profundidad de foco entre las dos lentes. La lente de 3.75 pulgadas tendría un DOF de aproximadamente 1.2 mm, en comparación con un DOF de 2.16 mm para la lente de 5 pulgadas (vea la Figura 4).
Una consideración más que puede alterar la proyección del punto focal del rayo es un cambio en el frente de ondas del rayo antes de que choque con la lente. El frente de ondas del rayo sin enfocar puede describirse ya sea como convergente, paralelo o divergente. En el caso de un frente de ondas convergente, el rayo esencialmente se hace más pequeño conforme viaja. Conforme este frente de ondas convergente golpea la lente, la proyección del foco resultante es menor que la de un frente de ondas paralelo, debido a la menor proyección del diámetro del rayo en la parte superior de la lente. Contrariamente, el enfocar un frente de ondas divergente resulta en una proyección del punto focal mayor que la de un frente de ondas paralelo debido al mayor diámetro del rayo proyectado en la superficie superior de la lente (vea la Figura 5).
Es importante controlar cada aspecto relacionado con mantener las proyecciones de punto focal adecuadas. Usted debe asegurarse de que el rayo sin enfocar en el resonador óptico esté en buena condición, y de que el rayo esté siendo alimentado adecuadamente a la lente. El usar la lente con la distancia focal adecuada puede cambiar la velocidad a la cual los materiales se funden y el espesor que puede procesarse. Una lente con distancia focal pequeña, como una EFL de 3.75 pulgadas, es más efectiva hasta un espesor máximo de calibre 12 ó 0.104 pulgadas. Una lente de 5 pulgadas es más efectiva hasta un espesor máximo de 0.250 pulgadas. Para materiales más gruesos, use una lente de 7.5 pulgadas a un máximo de 1.25 pulgadas, y una lente de 10 pulgadas a un máximo de 1.312 pulgadas para lograr el corte más efectivo.
Una práctica que realmente le ahorra tiempo es usar una EFL que le permita cubrir la mayor parte de su producción diaria sin tener que cambiar a una lente diferente. El uso de una lente de 7.5 pulgadas, para la mayor parte, le permitirá lograr todos los objetivos relacionados con mantener el foco correcto, desde espesores de calibre 16 hasta 1 pulgada, durante toda la producción de un día.
Como se mencionó antes, el elegir el gas auxiliar tiene mucho que ver con cómo estará determinada su posición focal en el material. El corte láser asistido por oxígeno (exotérmico) requerirá que las posiciones de foco estén justo en la superficie o arriba de la superficie del material. Se requieren muy pocos cambios focales, a menos que esté cambiando de corte de alta presión a baja presión debido a que el foco está siempre sobre o cerca de la superficie del material y en consecuencia no es afectado por los cambios en el espesor del material. Por otro lado, el corte láser asistido por nitrógeno (endotérmico) es muy dependiente del foco basado en el espesor del material que se va a procesar, debido a que el foco está en la parte inferior del material o cerca de ésta.
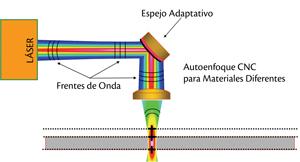
En cualquier caso, todos los puntos básicos focales pueden satisfacerse utilizando un dispositivo de autoenfoque CNC, como un espejo adaptativo (vea la Figura 5).
Un espejo adaptativo funciona cambiando la forma de la superficie del espejo mediante la aplicación de presión a la parte trasera del espejo. En su estado normal, sin presión aplicada, la superficie del espejo adaptativo es cóncava. Conforme se aplica presión al espejo, la superficie cambia de cóncava, a plana, y luego a convexa. El cambiar la forma del espejo cambia el frente de ondas del rayo, y en consecuencia altera el tamaño del rayo en la lente y el lugar donde la proyección focal es proyectada dentro del material.
Otro importante beneficio del autoenfoque es la capacidad de cambiar la posición focal de manera dinámica durante el proceso de perforación, lo que permite una entrada máxima de energía dentro del espesor del material y reduce los tiempos totales de perforación.
Los avances en las tecnologías de corte láser, que sirven para mejorar el rendimiento y la productividad continúan hasta ahora. Lo que sigue siendo muy crítico, sin embargo, es el suministro de un rayo sin enfocar a la lente y mantener las posiciones focales correctas, con base en la aplicación.
Si se mantienen la posición focal y las formas de proyección correctas dentro del material que se va a procesar, el resto de los requerimientos necesarios para producir un corte consistente de alta calidad se minimiza. Esto ahorra tiempo de preparación mientras que mantiene una productividad y un rendimiento consistentes.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}