















Los resortes para dado ponen la presión
Los resortes deben aplicar la presión correcta en el momento y lugar correctos
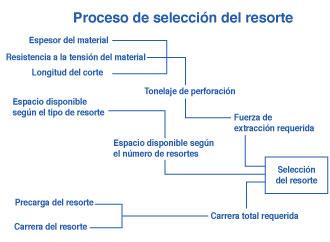
Figura 1: Este diagrama de flujo muestra la información requerida para seleccionar el resorte de dado correcto.
Los resortes de dado, componentes esenciales de los dados de estampado, crean la presión óptima para mantener la chapa en una posición fija mientras ésta es perforada, formada, rebordeada o recortada. Los resortes además proporcionan presión controlada de retorno para el extractor de dados para que los punzones y otras herramientas montadas en el dado evacúen el material durante la carrera de retorno de la prensa.
Los resortes de dado se usan más comúnmente para accionar extractores, pero además pueden encontrarse detrás de las almohadillas de presión de formado y anillos de sujeción en dados de embutido. El objetivo es brindar una presión adecuada del resorte del dado dentro del espacio restante limitado del dado (vea la Figura 1).
Para seleccionar un resorte de dado, prime-ro debe reunir información sobre tres aspectos diferentes del diseño del dado: cuánta presión se necesita; qué tamaño de resorte y cuántos se necesitan para producir esa presión; y qué tanto se deben colapsar o extender estos resortes.
Requerimientos de presión
Para determinar la presión del resorte para un resorte usado en un extractor, primero calcule la presión de perforación para todo el dado. Para esto, usted necesita saber el espesor y la resistencia al corte del material, así como la longitud de corte o la distancia de corte. Estos elementos multiplicados entre sí le darán la presión de perforación. La fórmula dice:
Presión de perforación = S × T × L
Donde:
S = Resistencia al corte del material
T = Espesor del material
L = Longitud total de corte o distancia de corte
Típicamente se usa una presión entre 10 y 15 por ciento de la presión total de perforación para accionar el extractor (el rango considera las diferencias potenciales entre fabricantes de resortes). Esto permite la velocidad descendente de la cortina para alinear de manera segura y embonar los componentes del portadados en sus contrapartes guiadas antes de hacer contacto con el material (vea la Figura 2).
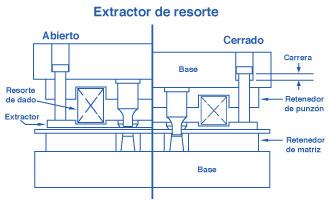
Figura 2: Conforme la cortina desciende, el extractor hace contacto con el material y se detiene. El resorte sigue comprimiéndose, o desplazándose, hasta que la cortina llega a la parte inferior de su carrera.
La fórmula para la presión de extracción es:
Presión de extracción: Presión de perforación × 0.10 a 0.15
Aunque la fórmula para determinar la presión de la almohadilla en un dado de formado es diferente a la de un extractor, debe contener los mismos tres elementos de (1) presión, (2) cantidad de resortes y tamaño, y (3) la carrera. La presión de la almohadilla en una operación de formado debe ser al menos 1.5 veces mayor que la fuerza requerida para doblar la parte (vea la Figura 3).
Presión de doblado = (S × 0.166 × T2 ) / ( T + R1/2 + R2/2 ) × L
Donde:
S = Resistencia a la tensión
T = Espesor del material
R1 = Radio en el punzón de formado
R2 = Radio en el dado de formado
L = Longitud de formado
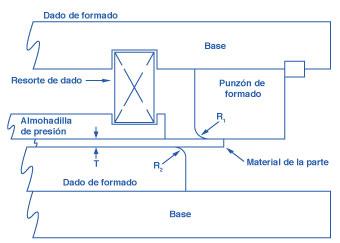
Figura 3: Este dado de formado muestra la posición y la carrera del resorte.
La fórmula de la almohadilla de presión es:
Presión de almohadilla = Presión de doblado × 1.5
Una operación de formado requiere más presión de almohadilla que una operación de doblado, por la necesidad de controlar el movimiento de la chapa en los moldes y mantener su nueva forma. La presión de almohadilla además ayuda a evitar que el material se raye o se rompa mientras es formado.
Los requerimientos de presión para los ani-llos de sujeción en los dados de embutido tienden a ser menos científicos, determinados a prueba y error. No es raro encontrar una nota en un di-seño de dado de embutido que establezca los requerimientos de resorte como “resortes por ajustar”.
Conforme el anillo de sujeción mantiene el material en su posición, la presión de resorte requerida tiende a ajustarse para eliminar el desgaste que pueda ocurrir mientras el material sea extraído o estirado. Una presión de resorte demasiado alta inhibirá la extracción
del material, mientras que una presión demasiado pequeña extraerá el material hacia el molde y no proporcionará un espesor de pared uniforme.
Cantidad de resortes y tamaño
La cantidad de espacio disponible en el dado ayudará a determinar cuántos resortes usar y qué tamaño de resortes elegir. Siempre que sea posible, trate de usar varios resortes de baja presión en lugar de pocos resortes de alta presión. Esto reducirá la tensión en los resortes.
Mientras que el arreglo de herramientas permita el espacio necesario, más resortes de menor presión permiten una presión distribuida de forma más uniforme y una almohadilla del extractor más balanceada. Esto mejora el control de la chapa en toda la carrera de la prensa. Además, si sólo un resorte sufre fatiga, la almohadilla del dado seguirá operando con los otros resortes.
La colocación del resorte de dado, siempre que aplique, debe estar lo más cerca del área que se esté perforando, formando, rebordeando o recortando. Esto aumenta la capacidad de poner la mayor cantidad de presión en el área sobre la que se esté trabajando mientras que se mantiene el control de la chapa. El uso de levas de resorte, pernos de retención o cavidades de resorte sirve para proteger los resortes contra desperdicios y proteger los detalles del dado en caso de un resorte de dado fatigado o roto.
Requerimientos de carrera
Cuando los resortes están instalados en un dado, se encuentran comprimidos aproximadamente 0.125 pulgadas. Esta compresión se denomina “precarga”, y es necesaria para evitar que los resortes se salgan del dado. Como un beneficio extra, la precarga reduce el impacto asociado con la carga y descarga rápidas del dado y aumenta la vida del resorte.
La parte inferior del extractor se mueve lo justo para quedar casi alineada con el extremo del punzón. Esto asegura que el material quede libre por completo del extremo del punzón. Cuando inicia el ciclo de prensa, la cortina empieza a mo-verse hacia abajo. El extractor hace contacto con la chapa y se detiene. Conforme la cortina sigue bajando, los resortes se comprimen, permitiendo que los punzones salgan a través del material y hacia el botón del dado hasta que la cortina llega a la parte inferior de su carrera. Esta compresión se denomina carrera del extractor.
La carrera de un resorte es determinada por la precarga del resorte, el espesor del material, la entrada del punzón en el botón del dado, y la distancia que el extractor sale debajo del fondo del punzón. En pocas palabras, la precarga más la carrera del extractor es igual a la carrera total del resorte.
Lo mismo aplica para los dados de formado y de embutido. Las almohadillas de presión o anillos de sujeción también se desplazan y comprimen los resortes. La precarga más la carrera del extractor o componente comparable le darán la carrera total del resorte.
Para reducir la tensión y permitir la vida máxima del resorte, debe mantener la precarga y la carrera a los valores mínimos. Mientras más rápido funcione un resorte comprimiéndose y descompri-miéndose mayor será el factor de fatiga. Las aplicaciones de resorte más lentas permiten carreras de resorte más largas, mayorvida del resorte y la capacidad de operar cerca de los niveles máximos de deflexión del resorte. Mientras más rápidos sean los ciclos del resorte de dado, menor será la esperanza de vida del resorte. En aplicaciones de ciclos rápidos, debe reducirse la deflexión del resorte.
Selección del resorte
Ahora que usted conoce la presión, el tamaño aproximado y la carrera, usted puede empezar el verdadero proceso de selección del resorte. Éste empieza combinando los tres aspectos del diseño del dado. Primero, divida la fuerza total de extracción requerida entre el número de resortes que se van a usar.
El resorte seleccionado debe dar la presión deseada a precarga. Para determinar la presión del resorte a una precarga dada, multiplique la cantidad de precarga por la cantidad de presión que desarrolla el resorte en una pulgada. La mayoría de los catálogos de resortes dan valores de presión mayores a 1 pulgada, así como muchas otras cantidades de compresión o carrera.
Tenga en mente que el resorte debe ofrecer suficiente carrera dentro de su rango de operación normal. Por ejemplo, el rango de operación máximo de un resorte de presión media es aproximadamente 50% de la longitud libre o estática. El rango de operación eficiente de este resorte está entre 10 y 35 por ciento de la longitud libre. Resortes con presión más alta tendrán un rango de carrera más corto.
Aunque los resortes se comprimirán más allá del rango de operación máximo, usted debe evitar esto a toda costa. La compresión más allá del rango máximo afectará severamente la vida del resorte y podría dañar el dado. Además es buena idea elegir un resorte con carrera extra para evitar sobre-carrera en el resorte después de reafilar una herramienta.
Pequeños pero críticos
Una mala selección de los resortes de dado puede llevar a curvaturas remanentes o rompimiento de resortes, lo que resulta en costosas reparaciones que atrasan la producción. En un mundo dominado por el “justo a tiempo”, esto puede ser un verdadero desastre.
Sin algo que maneje y absorba la presión, un conjunto de dado dejaría de funcionar correctamente. De ahí que sea tan crítica la selección del resorte de dado—incluyendo el tamaño, la carrera, el número y la colocación dentro de la herramienta.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Máquina de corte por láser diseñada para el mercado mexicano

3
La sierra de doble carro sigue los contornos del tubo perfectamente

4
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

5
La máquina procesadora de placas crea biseles complejos en un solo corte
