















Nuevos desarrollos tecnológicos en el plegado
La tecnología del plegado continúa evolucionando como una alternativa adecuada ante las prensas dobladoras

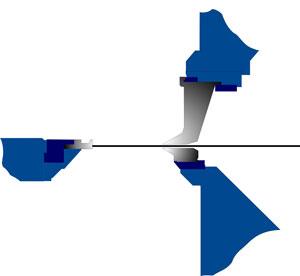
Figure 1: Las máquinas plegadoras modernas tienen formado bidireccional, lo cual significa que el operador no tiene que voltear la hoja metálica para doblar una pestaña en la dirección opuesta de la primera pestaña.
Las plegadoras con frecuencia se han posicionado como una alternativa a las prensas dobladoras, pero las deficiencias pasadas en la tecnología de plegado usualmente evitaban que los fabricantes de metal imaginaran un escenario de rendimiento de la inversión que ameritara una nueva plegadora. Esas deficiencias ahora son cosa del pasado.
Las compañías siempre han apreciado las configuraciones rápidas, la precisión y la eficiencia ergonómica de las máquinas plegadoras. Sin embargo, si hacer un doblez requería voltear la pieza como en una prensa dobladora, una plegadora sería sólo marginalmente mejor que el equipo que pretendía reemplazar. Frecuentemente, los demás beneficios eran insuficientes para justificar las plegadoras demayor precio.
El surgimiento del doblado bidireccional (vea la Figura 1) cambió todo. El brazo individual de plegado todavía se retrae, pero los avances tecnológicos permiten que el brazo de plegado se mueva fuera y más allá de pestañas previamente formadas, listo para hacer ese doblez hacia abajo. Esto elimina por completo la tarea de voltear la parte.
El doblado bidireccional se está convirtiendo en el estándar en la siguiente generación de máquinas plegadoras, pero ése no es el único avance que está ocurriendo. Hay nuevos desarrollos en tecnología de plegado que hacen más fácil que el fabricante la vea como una alternativa adecuada ante el doblado con prensa dobladora.
Más espacio de trabajo
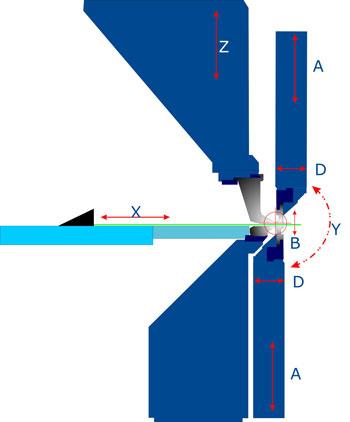
El espacio de trabajo en máquinas plegadoras de un solo brazo es el factor limitante que determina la longitud de la pestaña y el tamaño de la parte que puede formarse dentro de la zona del eje A (vea la Figura 2). Mientras mayor sea el viaje del eje A, mayor puede ser la pestaña o la parte.
El espacio de trabajo ha aumentado casi a 8 pulgadas (20cm). Este salto espectacular en espacio de trabajo, desde apenas 5 pulgadas (13cm) hace un par de años, hace posible el formado de partes con pestañas mayores, que se suma a la utilidad funcional de la plegadora.
En casos en que el operador no está seguro de si una parte puede doblarse dentro de los límites dimensionales dados de la plegadora bidimensional, la tecnología avanzada en controladores evita daño a la parte o a la máquina. Al reconocer que el perfil acumulado es más largo que el espacio de trabajo del brazo de plegado, el controlador le dice al operador que quite la parte del área de formadopara que el brazo de plegado pueda voltearse a la posición de formado requerida. El controlador entonces le dice al operador que reinserte la parte y continúe con la operación de formado.
El brazo de plegado también puede usarse como un tope frontal al formar partes que no tienen un borde opuesto paralelo a la línea de doblez a medir. En este caso, el brazo de plegado en sí es u-sado como tope frontal (vea la Figura 3). Debido a que el brazo de plegado tiene una corona, tienen que hacerse acomodos especiales dentro de la hoja de plegado para asegurar que las partes sean puestas en una línea recta. Una vez que la parte se acomoda conrespecto al brazo de plegado, la parte se fija y el brazo de plegado se aleja de la parte y se posiciona para hacer el doblez.
Un espacio de trabajo más amplio
El número habla por sí mismo. El espacio de trabajo de las máquinas plegadoras ahora ha alcanzado 33.5 pulgadas (85cm) de carrera (vea la Figura 4), casi el doble que las plegadoras de la generación anterior. Y con las tecnologías actuales de accionamiento y control, el brazo de sujeción se mueve a través de este espacio de trabajo a velocidadescercanas a 300 IPM (7.6 metros por minuto).
Con una herramienta de brazo de sujeción que llena la mitad de la abertura de trabajo, una profundidad de 16.5 pulgadas (42cm), una parte de cuatro lados se forma fácilmente y sale de la herramienta cuando está terminada. Un fa-bricante de metal sólo tendría que soldar por tramos las esquinas para terminar la caja. A menos que la prensa dobladora estuviera diseñada específicamente para aceptardichas profundidades, sería imposible formar dicha caja, y se tendrían que hacer gastos adicionales para hacer una.
Pestañas mucho más pequeñas
Otro cambio espectacular en la tecnología de plegado es la capacidad de formar pestañas muy pequeñas. Tradicionalmente, las pestañas tenían una profundidad mínima de seis a siete veces el espesor del material. Esa limitación evitaba que las plegadoras pudieran fabricar productos que requirieran longitudes pequeñas de pestaña, siendo un ejemplo las cajas NEMA, un nicho de fabricación que esbastante lucrativo para algunos talleres.
La tecnología de plegado de la actualizad ha evolucionado para permitir pestañas hasta 3.1 veces el espesor del material. Las cajas NEMA ahora se fabrican de forma rutinaria en máquinas plegadoras. La rigidez de estas máquinas es una de las principales razones para esta recién descubierta capacidad. Las pestañas pequeñas de las cajas NEMA ponen enormes cargas sobre los bastidores de la máquinay no serían posibles sin los avances en los diseños de bastidor ideados para una deflexión mínima.
Las fuerzas de sujeción superiores a 100 toneladas son la norma, lo cual asegura que la pieza de trabajo se mantenga asegurada mientras que la pequeña pestaña está siendo plegada. Las fuerzas de sujeción en máquinas más viejas rutinariamente llegaban a un máximo de 40 toneladas, haciendo imposibles las pestañas pequeñas y limitando cualquier tipo de dobladillo. El aumento de tonelaje de laactualidad aplicado en diseños de bastidor estables hace que las pestañas pequeñas y el dobladillo sean operaciones comunes de plegado.
Mayor velocidad de doblado
Los fabricantes que alegaban que un doblez podía hacerse físicamente más rápido en una prensa dobladora que en una máquina plegadora, en algún momento tuvieron razón. Las plegadoras típicamente formaban a unos 90 grados por segundo.
Eso también cambió. Los avances en la tecnología de control y accionamiento, usada junto con diseños de bastidor estables, permiten que ambos lados del brazo de plegado sean accionados independientemente a altas velocidades. Esto permite a las plegadoras modernas formar entre 130 y 150 grados por segundo. Estas velocidades de procesamiento no eran posibles en los sistemas de la generaciónanterior que usan accionamientos de torsión con un solo motor.
Menos configuración del herramental
Las máquinas plegadoras tienen una ventaja significativa sobre las prensas dobladoras, debido a que típicamente tienen un sólo juego de herramental que es universal a través de una gama de materiales y espesores diferentes. Por ejemplo, una herramienta de brazo de sujeción o superior de 12.9 pulgadas (330-mm) cuando se usa con una hoja de plegado de 0.98 pulgadas (25-mm) puede formar desdeacero suave calibre 10 y acero inoxidable calibre 12 y más delgado. Al cambiar de un espesor a otro, el operador ya no tiene que cambiar un juego de herramientas por otro, lo cual tendría que hacer forzosamente en una prensa dobladora. El operador sólo necesita reajustar el ancho del herramental, sumándole o restándole a la configuración actual, para cumplir con el requerimiento de tamaño de lasiguiente parte.
El cambio automatizado de herramienta hace este proceso incluso más eficiente. El CNC avanzado calcula automáticamente las estaciones de herramientas requeridas, dónde deben posicionarse, y cuáles segmentos de herramental se requieren. Brazos de robot dobles manejando cada uno tres herramientas, mueven rápidamente las herramientas a su sitio para el siguiente trabajo. Esto permite alfabricante mantener la velocidad de manufactura mientras que produce tamaños de lote de uno. También se cuenta con sistemas automatizados de cambio de herramientas que pueden manejar múltiples juegos de herramental, junto con la capacidad de cambiar las hojas de plegado o insertar herramientas de especialidad, como las herramientas usadas para formar orejas para soldadura.
Controles más precisos
Las significativas ventajas tecnológicas que actualmente el plegado ofrece no serían ni con mucho tan ventajosas si la interfaz entre el operador y la máquina no hubiera avanzado también significativamente. Los CNC modernos operan en PCs basadas en Windows® y pueden conectarse fácilmente con redes de compañías, sistemas de programación, recursos de ingeniería, y servicio fuera del sitio ysistemas de monitoreo. La programación se simplifica con la importación de archivos CAD que tienen líneas de doblado con código de colores que el control reconoce y traduce en formas positivas y negativas y ángulos. El control calcula la estrategia de herramental y la secuencia de doblado más eficiente y ergonómicamente amistosa—optimizando automáticamente carreras, alturas abiertas, movimientosde auto-secuenciación, y posicionamiento simultáneo de ejes—y despliega la configuración y el proceso de formado en una interfaz gráfica para el operador.
Conforme la tecnología de plegado continúa avanzando, los fabricantes de metal reconocen cada vez más a las plegadoras como atractivas alternativas ante las prensas dobladoras. Las plegadoras no sólo aceptan con facilidad piezas de trabajo grandes, sino que además forman a velocidades mayores y doblan pestañas que antes eran imposibles. Ya sea para producción en altos volúmenes o para mantenerla velocidad de producción con una gran variedad de producciones en lotes pequeños, los avances en el plegado hacen a esta tecnología adecuada para quien deba formar metal eficientemente.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Máquina de corte por láser diseñada para el mercado mexicano

3
La sierra de doble carro sigue los contornos del tubo perfectamente

4
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

5
La máquina procesadora de placas crea biseles complejos en un solo corte
