















Total transfer knowledge
The evolution of transfer presses
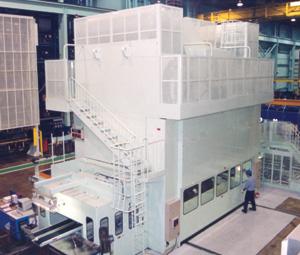 |
| Figure 1 A transfer press can produce large, complex parts or support JIT manufacturing. |
Historically when a stamping job shop required an automated press system, its choices were limited to progressive-die operations equipped with coil feeders or transfer-die operations with transfer feeds on a straight-side press.
Some years ago gap-frame presses with an automated transfer system emerged as a third option. Since then industry demands have pushed the evolution of transfer press technology. Lean manufacturing practices and more and more demand for specialized processes in markets like the automotive industry have spurred the need for large-capacity transfer presses and large-capacity, side-by-side, two-press transfer systems.
Gap-frame press transfer systems are widely used in the transplant automotive industry. However, current trends indicate growth in the use of single-press and multiple-press transfer systems with capacities from 800 to 3,000 tons, especially for large-part production for the automotive industry and some appliancemakers. Transfer systems and tandem lines are producing such items as A Class outer skin panels and many B Class inner and reinforcement parts. Single or side-by-side two-press systems are preferred choices for the manufacture of other frame and internal components.
Automation advances for large transfer presses also have increased output speeds, and part-to-part changeover now takes minutes instead of hours. Today's transfer systems are flexible and can manipulate parts to increase production output while reducing waste.
Evolution of technology trends, particularly in the automotive industry, also indicates that most stamping job shops no longer maintain in-house expertise for design and layout of manufacturing cells. As a result, stampers may want to consider a single source for the press, automation, ancillary equipment, integration services, installation, runoff, and postinstallation support. This not only simplifies the selection process, but also the purchase through installation and runoff procedure for the stamper. A supplier with knowledge of each factor that affects a stamper's transfer system—from raw material requirements, tooling designs, and blank destacking or coil feeding through press handling, lubrication, and scrap removal to part exit conveying and stacking—can help a stamper achieve optimum output in the pressroom and avoid costly mistakes.
Transfer Press Features
 |
| Figure 2 As part of an automated press system, a straight-side press can improve productivity when used in a tandem line. |
Transfer presses usually produce large, complex parts or support just-in-time manufacturing (seeFigure 1). They are suited for production using tailor welded blanks; complete assemblies; small part lots for niche markets; and thin, high-strength materials.
A transfer press should have the capability to eliminate production problems to avoid shutdowns, as well as enhance the work ratio to increase unit and time productivity by reducing die changeovers. Some press features that may help meet these objectives are blank feeding devices, servo transfer mechanisms, crank and link slide motions, and wide suspension point spacing.
Blank Feeding Device. A blank feeding system can increase productivity by sensing and correcting double-blank misfeeds. The blank feeding device should be able to discharge extra blanks automatically when a double blank is detected. Blank hold devices allow blanks to be held automatically while the next blank stack is moved into position, eliminating the need for the operator to stop the press when the supply of blanks is low. A data bank feature also can raise productivity by making it possible to perform die changes more quickly.
Servo Transfer Mechanism. A servo transfer system allows the press operator to change the motion profile for the transfer pitch, transfer bar clamp motion, and lift motion. Transfer presses equipped with an electronic servo transfer mechanism can deliver higher production speeds and efficiency because all three profiles can be adjusted and timed for each part or job. In addition, once job programs are written, they can be stored. A synchronized transfer drive can provide uninterrupted production by eliminating frequent machine stoppages.
Crank and Link Slide Motions. A straight crank drive can provide additional transfer time needed to move parts across the die to the next station. Link motion can improve part quality by reducing punch velocity and holding pressure on the workpiece 30 to 40 percent longer.
Wide Suspension Point Spacing. This feature increases the off-center load- bearing capacity, contributing to flexibility in die design and layout. Resistance to slide tipping caused by off-center loads is increased to help maintain dynamic accuracy during press stroking. Longitudinal and transverse movement can be minimized with an eight-point square slide guide.
High rigidity and low bed deflection are essential features for ensuring part quality and accuracy.
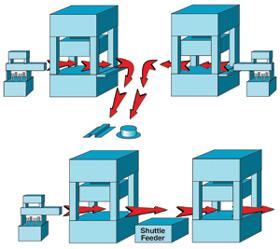 |
| Figure 3 In a multiple-press system, a straight-side press can be run individually or as a single, large transfer press by initiating the intermediate stage between the presses for continuous, synchronized operation. |
Straight-side Presses
When stampers consider an automated press system — whether the focus is progressive-die operations that use coil feeders or transfer-die operations that use transfer feeds — they generally choose a straight-side press. Capacities of two- or four-point straight-side presses range from 300 tons to more than 3,000 tons. They produce massive parts that require corresponding stroke lengths. When used in a tandem line, automation can improve productivity as parts move from press to press .
In a side-by-side multiple-press system (see Figure 2), each press can be run individually or, when extra tooling stations are required, as a single, large transfer press by initiating the intermediate stage between the presses and running them in a continuous, synchronized operation (see Figure 3). Transfer system programming can optimize acceleration and deceleration curves for maximum productivity and strokes per minute. A free programmable dimension in three axes (transfer pitch, clamp pitch, and lift pitch) can increase flexibility.
Tie-rod straight-side presses ranging from 300 tons to 1,200 tons can be selected with long or short strokes for progressive- or transfer-die operations, a feature that can enhance pressroom flexibility. Suitable for large-part production, these presses also are compatible with third-party transfer mechanisms.
Straight-side unitized frame presses are from 200 tons to 400 tons and can be used for multipurpose applications. When used as a transfer unit, two presses can provide up to 12 tooling stations with material feeding left to right through both presses. If used individually, the first press feeds left to right with up to six tooling stations.
The second press can stamp a different part feeding material right to left with up to six tooling stations. This combination can provide more tonnage capacity without the capital equipment costs of a dedicated transfer system. In addition, the one-piece frame leads to reduced manufacturing costs without sacrificing production speed and press rigidity. Installation costs are low because the press requires no reassembly.
 |
| Figure 4 Transfer operations can be performed in a manufacturing cell using one- and two-point gap machines grouped to provide additional tonnage and increased bed area. |
Gap-frame Transfer Presses
Gap-frame transfer presses also offer flexibility with an investment cost one-third that of a dedicated transfer press system. There are a number of factors to examine to determine if a gap press is a suitable choice. Raw material width can be a limiting factor because of the front-to-back dimension of the press's bed area. Parts made from thick material possibly can exceed the gap press's tonnage capacity, while drawn parts typically can't exceed 4 inches in depth.
Despite these limitations, many stampings produced in transfer dies can be run successfully on gap presses (see Figure 4). Higher material yields may be possible because blanks are used. Transfer presses don't require one end of the product to be connected consistently to the coil during the forming process. This feature delivers greater freedom in complex forming operations. Because the part is conveyed midair between stations without touching the dies, die structure is simpler and can be less expensive. The ability to connect as many gap presses as needed makes this transfer system capable of handling a range of stampings, yet the press's small size makes it suitable for factories with low ceilings. The system does not require large accessory equipment or a pit, making press layouts easy to change. Transportation and rigging costs also are minimal.
Transfer systems are one option for responding to today's changing industry requirements. Depending on budget and production needs, stampers can customize a system for the job at hand.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
How to set a press brake backgauge manually

5
Capturing, recording equipment inspection data for FMEA
