















Editor-in-Chief

Figure 1: Introducing helium to the welding gas mix during GTAW can result in better penetration and high-quality welds.Photo courtesy of Rodney W. Good, Artistic Photography, Harrisonburg, Va.
Editor’s Note: The following is based on the presentation “Understanding Weld Shielding Gases” made at ABB Technology Days, April 2010.
Manufacturing is a profession dominated by workers in their 40s and 50s. As a result, plenty of old-school thinking rules the shop floor. Things are done a certain way because things have always been done that way.
That mentality often affects weld shielding gas selection. A fabrication shop that has always used a 75 percent argon/25 percent CO2 mix likely will continue to use that same mix until someone pushes for a change.
Evaluations of new shielding gas mixes do occur, but the trials probably aren’t consistently thorough. Usually the trial rests on the opinion of one welder. If the welder likes working with the sample bottle of the gas, that bodes well for an honest look at change. Of course, the welding trial also depends on maintaining the correct voltage settings and using the correct mode of metal transfer. If those parameters are off, so is the integrity of the evaluation. If the welder is not inclined to a change, the evaluation pretty much ends with the initial spark of the trial welds.
In the end, those fabrication shops that aren’t open to looking at alternative shielding gas mixes are doing themselves a disfavor. For certain welding applications, a new mix can lead to a better welding result.
A defense contractor recently found that out firsthand when its welders tried out a 75 percent helium/25 percent argon mix while gas tungsten arc welding (GTAW) 1-inch-thick aluminum. The contractor had relied on the old industry standard of 100 percent argon for the shielding gas, but it wasn’t getting consistent penetration on the welds.
After working with the helium/argon mix, welders discovered that the helium in the helium/argon mix put off a lot more heat, providing the deeper penetration. The contractor got the higher-quality welds it was after, and rework was reduced. The move to the new shielding gas mix was significant as the 100 percent argon typically costs about a third of the helium/argon mix.
Welders can expect helium to provide that added heat for greater penetration and puddle fluidity (see Figure 1). However, they should note that when the helium comprises more than 50 percent of the mix, arc stability starts to decline.
The 100 percent argon also is typically used in GTAW of stainless steel. If a fabricating shop is involved heavily in welding 300 Series stainless steels or nickel alloys, it might want to consider hydrogen as part of the weld shielding gas mix.
Using argon mixed with 2 percent to 5 percent hydrogen, a welder can expect faster welding travel speeds and less distortion while the arc is on. Obviously, not too many shops spend a majority of their time GTAW 304 or 316 stainless steel, but for those in industries such as food processing or water treatment, a weld shielding gas mix with hydrogen may make sense.

Figure 2: As more CO2 is added to an argon/CO2 shielding gas mix, the gas metal arc weld demonstrates deeper penetration. Of course, that result depends on the correct torch angle during the weld.Photo courtesy of Lila Aryan Photography, Whitefish Bay, Wis.
What doesn’t make sense is introducing a mix with hydrogen to a welding process on carbon steel or aluminum. Hydrogen cracking would be the result, and that’s never a good thing in welding.
Welders working with duplex stainless steels—which have microstructures comprised of ferritic and austenitic stainless steel grains—might consider using nitrogen as part of the shielding gas mix. The nitrogen acts as an austenitic stabilizer. A 95 percent argon/5 percent nitrogen mix typically works best.
Making shielding gas recommendations about gas metal arc welding (GMAW) is a little trickier because that welding process is so dependent on a correctly set power source. Also, improper torch angles can result in insufficient penetration. A MIG weld that looks good may not necessarily be good once testing reveals that the weld never penetrated the base metal.
When it comes to GMAW (see Figure 2), argon, CO2, oxygen, and helium are the most suitable gas options. Most old-school welders rely on a 75 percent argon/25 percent CO2 mix, but more people are showing interest in a 95 percent argon/5 percent oxygen mix, particularly for spray transfer processes. Whatever the choice in shielding gas, each gas component delivers a certain end result (see Figure 3).
Let’s look at an argon/CO2 mix for GMAW of steel. As CO2 is added, penetration and spatter levels increase, and a flatter bead profile emerges. Also, a higher voltage setting is required.
The mode of metal transfer affects how much CO2 is added to the gas mix:
Now compare that to argon/oxygen use for GMAW of steel. When compared to CO2, the addition of oxygen results in decreased penetration, a similar amount of spatter, and a flatter bead profile. With an oxygen mix, a lower voltage setting can be used.
Again, metal transfer mode determines the amount of oxygen in the argon/oxygen gas mix:
Helium as a replacement for CO2 in GMAW of steel might work well in some applications. The presence of helium results in less fumes, good wetting action, higher deposition rates, and a flatter bead profile.
Helium is a key ingredient of gas mixes for GMAW aluminum or stainless steel. Typically, an old-school welder might use 100 percent argon when GMAW aluminum, but the addition of helium to the gas mix can result in better wetting. The negative is as the percentage of helium is increased, arc instability and spatter also increase.
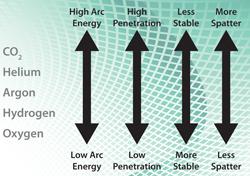
Figure 3: A welder has to keep in mind the tradeoffs that exist when going with one shield gas over another.
Actually, GMAW stainless steel with helium delivers the same result as GMAW aluminum. In GMAW stainless steel, however, the gas mix typically includes 2 percent to 3 percent CO2 with some combination of argon and helium.
Welders who work with flux-cored arc welding typically use 100 percent CO2 or a 75 percent argon/25 percent CO2 mix. Helium can be added in place of argon to help reduce fume generation during the welding process.
Dismissing the old-school thinking and contacting a welding gas supplier for some assistance can help welders learn about all the shielding gas mixtures available that could help them produce the perfect weld.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





